合金圆锯片
- 合金圆锯片是木制品加工最常用的刃具,合金圆锯片的质量与加工产品的质量有密切关系。正确的合理地选用合金圆锯片对于提高产品质量、缩短加工周期、减少加工成本具有重要的意义。
-

选择特殊符号
选择搜索类型
请输入搜索
为使锯片发挥其最佳性能,必须严格按照规范使用;1、不同规格和用途的锯片,其设计的刀头角度和基体形式有所不同,尽量按其所对应的场合使用;2、设备的主轴和夹板的尺寸及形位精度对使用效果有很大影响,安装锯片前要检查和调整。特别对夹板与锯片接触面影响夹紧力造成位移打滑的因素必须排除;3、随时注意锯片工作情况,发生异常,如振动、嗓声、加工面走料情况,必须及时停机调整,并及时修磨,保持峰利;4、修磨锯片不得改变其原来角度,避免刀头局部骤热骤冷,最好请专业修磨5、暂时不用之锯片要垂直吊挂,避免长时间平放,更不应将物堆压其上,刀头处要加以保护,不许碰撞。
| 铣削深度(mm) |
3 |
5 |
8 |
10 |
12 |
15 |
20 |
30 |
| 铣刀外径(mm) |
40 |
50 |
63 |
70 |
75 |
80 |
100 |
125 |
1、选外径:一般可根据铣削深度来定外径,可参考下表来选择,但当锯片铣刀安装空间受限制时, 也可适当减小外径。
2、当外径D选定后,可在整体硬质合金平齿锯片铣刀规格尺寸和齿数表(点击打开)中查到相应的内孔径d。选择齿数Z与被铣削材料性质、被加工面的光洁度及铣刀厚度有关,当铣刀较薄时应选择较多的齿数才有正常寿命。
3、厚度的最薄尺寸与外径有关,整体硬质合金平齿锯片铣刀规格尺寸和齿数表(点击打开)中厚度范围起始尺寸一般为该外径时厚度的最薄尺寸,例如:外径70mm,厚度范围0.4-10mm,即表明此外径时一般最薄为0.4mm。
4、特殊规格和尺寸由用户提出,制造方确认后供货。
5、整体硬质合金平齿锯片铣刀询价时请按国际惯例写明规格尺寸(mm):外径×厚度×内孔径×齿数,并注明被切削材料的种类和硬度。
铣削深度(mm) | 3 | 5 | 8 | 10 | 12 | 15 | 20 | 30 |
铣刀外径(mm) | 40 | 50 | 63 | 70 | 75 | 80 | 100 | 125 |

作为生产厂家,在选择合金锯片时,一要根据所切材料的材质、形状、大小、厚薄、切割要求、切割方式等参数还决定:(一)、切材材质 材料的材质软硬不一样,所需要的合金锯片就会不同。如果材...
当锯片连续切削时,合金锯齿切削所产生的热会传导给锯板,使锯板的温度升高,优质的锯板在这种情况下还能保持表态的精度,而质差的锯片就会发生锯板翘曲,影响锯切精度。锯板的动态稳定性对于几片锯片成组使用的精况...
优质锯片所用的合金颗粒较厚、较大,因为这样的合金锯齿可经多次刃磨,使用寿命长,硬质合金的焊接质量也十分重要,焊缝要薄并且均匀,这样锯齿上能承受更大的切削力。 锯片锯板的质量是十分重要的。因为锯片调...
1、选外径:一般可根据铣削深度来定外径,可参考下表来选择,但当锯片铣刀安装空间受限制时,也可适当减小外径。
2、当外径D选定后,可在整体硬质合金平齿锯片铣刀规格尺寸和齿数表(点击打开)中查到相应的内孔径d。选择齿数Z与被铣削材料性质、被加工面的光洁度及铣刀厚度有关,当铣刀较薄时应选择较多的齿数才有正常寿命。
3、厚度的最薄尺寸与外径有关,整体硬质合金平齿锯片铣刀规格尺寸和齿数表(点击打开)中厚度范围起始尺寸一般为该外径时厚度的最薄尺寸,例如:外径70mm,厚度范围0.4-10mm,即表明此外径时一般最薄为0.4mm。
4、特殊规格和尺寸由用户提出,制造方确认后供货。
5、整体硬质合金平齿锯片铣刀询价时请按国际惯例写明规格尺寸(mm):外径×厚度×内孔径×齿数,并注明被切削材料的种类和硬度。
为使锯片发挥其最佳性能,必须严格按照规范使用;
1、不同规格和用途的锯片,其设计的刀头角度和基体形式有所不同,尽量按其所对应的场合使用;
2、设备的主轴和夹板的尺寸及形位精度对使用效果有很大影响,安装锯片前要检查和调整。特别对夹板与锯片接触面影响夹紧力造成位移打滑的因素必须排除;
3、随时注意锯片工作情况,发生异常,如振动、嗓声、加工面走料情况,必须及时停机调整,并及时修磨,保持峰利;
4、修磨锯片不得改变其原来角度,避免刀头局部骤热骤冷,最好请专业修磨;
5、暂时不用之锯片要垂直吊挂,避免长时间平放,更不应将物堆压其上,刀头处要加以保护,不许碰撞。

 圆锯片基础知识
圆锯片基础知识
圆锯片基础知识
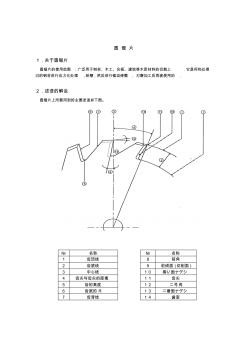
圆 锯 片 1.关于圆锯片 圆锯片的使用范围 : 广泛用于制材、木工、合板、建筑等木质材料的切割上 .它是将热处理 过的钢材进行应力化处理 ,研磨 , 然后进行锯齿修整 , 刃磨加工后再被使用的 . 2.述语的解说 圆锯片上所要用到的主要述语如下图。 № 名称 № 名称 1 齿顶线 8 前角 2 齿底线 9 前倾面 (切削面 ) 3 中心线 10 掬い面ナゲシ 4 齿尖与齿尖的距离 11 齿尖 5 齿的高度 12 二号角 6 齿底的R 13 二番面ナゲシ 7 齿背线 14 歯室 3.齿形的种类 ,特征与用途 选择锯片时 ,如果锯片的齿形 , 角度不适合切削条件的话 ,切割感会很差 , 得不到很好的效果 . 标准的齿形如下 : 3-1 竖切齿 竖切齿形的前角通常为 15°~ 30° ,它容易切削 材料的竖向纤维 .但是切较硬的材料的话前角角度要 小一点 。 3-2 兼用齿 兼用齿是横切
 超薄硬质合金圆锯片在木材加工中的应用
超薄硬质合金圆锯片在木材加工中的应用
超薄硬质合金圆锯片在木材加工中的应用
木材加工业,在过去习惯用钢质木工圆锯片,随着时代的进步与发展,木材的加工采用了新型的超薄硬质合金圆锯片。这是一种拥有着更高切割密度、更长使用寿命的新型圆锯片,在实践过程中它比传统圆锯片的使用效果更好,不仅提高对木材更合理的使用,还减少资源的浪费,提升产品的潜在价值。但是,这种新型圆锯片也受多种因素制约,让其性能难以完美发挥出来。本文分析了超薄硬质合金圆锯片在木材加工中出现的问题,并提出了相应对策,以供同行参考。
内容简介
本标准是对GB/T14388-1993《木工硬质合金圆锯片》的修订。
本标准非等效采用DIN8083:1982《硬质合金圆锯片尺寸、齿数》和DIN5134第5部分:1982《木工圆锯片硬质合金圆锯片的供货技术条件》。
本标准与DIN8083:1982《硬质合金圆锯片尺寸、齿数》和DIN5134第5部分:1982《木工圆锯片硬质合金圆锯片的供货技术条件》相比作了如下修改:
--表1中D增加了括号内的数值;
--近似齿数作了修改。
本标准与GB/T14388-1993相比有如下差异:
--增加了前言;
--对图1进行了修改和补充;
版 次:1
页 数:6
字 数:17000
印刷时间:2011-9-1
开 本:大16开
纸 张:胶版纸
印 次:1
I S B N:
包 装:平装
河北星烁锯业股份有限公司、成都工具研究所有限公司。
