海瀚NOC二代精益管文献

 八层、十二层精益管架用材明细
八层、十二层精益管架用材明细
八层、十二层精益管架用材明细
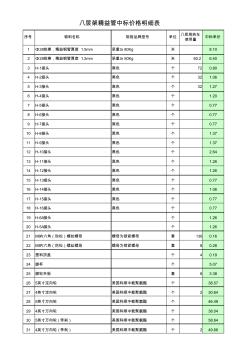
序号 物料名称 规格品牌型号 单位 八层周转车 使用量 中标单价 1 Φ28线棒,精益钢管厚度 1.5mm 承重≥ 80Kg 米 8.10 2 Φ28线棒,精益钢管厚度 1.2mm 承重≥ 50Kg 米 60.2 6.40 3 H-1接头 黑色 个 72 0.80 4 H-2接头 黑色 个 32 1.06 5 H-3接头 黑色 个 32 1.27 6 H-4接头 黑色 个 1.20 7 H-5接头 黑色 个 0.77 8 H-6接头 黑色 个 0.77 9 H-7接头 黑色 个 0.77 10 H-8接头 黑色 个 1.37 11 H-9接头 黑色 个 1.37 12 H-10接头 黑色 个 2.64 13 H-11接头 黑色 个 1.26 14 H-12接头 黑色 个 1.26 15 H-13接头 黑色 个 0.77 16 H-14接头 黑色 个 1.06 17 H-15接头 黑色 个
