合金刀片硬质合金牌号文献

 硬质合金牌号
硬质合金牌号
硬质合金牌号
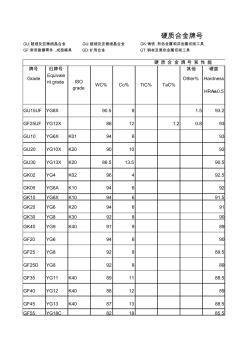
GU:超细及亚微细晶合金 GU:超细及亚微细晶合金 GK:铸铁 .有色金属和非金属切削工具 GF:常用耐磨零件 ,成型模具 GD:矿用合金 GT:钢材及黑色金属切削工具 牌号 旧牌号 其他 硬度 Grade Equivale nt grade Other% Hardness HRA±0.5 GU15UF YG8X 90.5 8 1.5 93.2 GF25UF YG12X 86 12 1.2 0.8 93 GU10 YG6X K01 94 6 93 GU20 YG10X K20 90 10 92 GU30 YG13X K20 86.5 13.5 90.5 GK02 YG4 K02 96 4 92.5 GK05 YG6A K10 94 6 92 GK10 YG6X K10 94 6 91.5 GK20 YG6 K20 94 6 91 GK30 YG8 K30 92 8 90 GK40 YG
 常用硬质合金牌号性能及用途
常用硬质合金牌号性能及用途
常用硬质合金牌号性能及用途
硬质合金 2010-08-28 21:02 合金 牌号 物理机械性能 推 荐 用 途 相当于 ISO 相当于 国内密度 g/cm2 抗弯强度不 低于 N/cm2 硬度不低于 HRA YG3X 14.6-15.2 1320 92 适于铸铁、有色金属及合金淬火钢合金钢小 切削断面高速精加工。 K01 YG3X YG6A 14.6-15.0 1370 91.5 适于硬铸铁,有色金属及其合金的半精加 工,亦适于高锰钢、淬火钢、合金钢的半精 加工及精加工。 K05 YG6A YG6X 14.6-15.0 1420 91 经生产使用证明, 该合金加工冷硬合金铸铁 与耐热合金钢可获得良好的效果, 也适于普 通铸铁的精加工。 K10 YG6X YK15 14.2-14.6 2100 91 适于加工整体合金钻、铣、铰等刀具。具有 较高的耐磨性及韧性。 K15 K20 YK15