焊接工艺规程及评定的一般原则文献

 焊接工艺和焊接工艺评定的对话
焊接工艺和焊接工艺评定的对话
焊接工艺和焊接工艺评定的对话
We will conti nue to im prove the company's inter nal control system, and steady impr ovement in a bility to ma nage and control, optimize business processes, to ensure smooth proce sse s, resp onsibilities in place; to furt her strengthen i nternal contr ols, play a control post inde pendent ov ersight rol e of evaluation com plying wit h third-party responsi bility; to a ctively make use of inte
 最新全套焊接工艺规程和焊接工艺评定报告
最新全套焊接工艺规程和焊接工艺评定报告
最新全套焊接工艺规程和焊接工艺评定报告
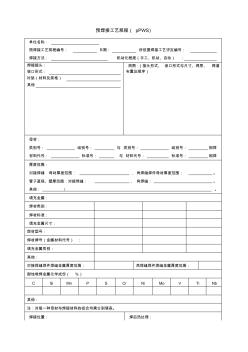
预焊接工艺规程( pPWS) 单位名称: 预焊接工艺规程编号: 日期: 所依据焊接工艺评定编号: 焊接方法: 机动化程度(手工、机动、自动) : 焊接接头: 坡口形式: 衬垫(材料及规格) 其他 简图:(接头形式、 坡口形式与尺寸、焊层、 焊道 布置及顺序) 母材: 类别号: 组别号: 与 类别号: 组别号: 相焊 材料代号: 标准号: 与 材料代号: 标准号: 相焊 厚度范围: 对接焊缝 母材厚度范围: , 角焊缝焊件母材厚度范围: 。 管子直径、壁厚范围:对接焊缝: , 角焊缝: 。 其他: / 。 填充金属: 焊材类别: 焊材标准: 填充金属尺寸: 焊材型号: 焊材牌号(金属材料代号) : 填充金属类别: 其他: 对接焊缝焊件焊缝金属厚度范围: 角焊缝焊件焊缝金属厚度范围: 耐蚀堆焊金属化学成份( %) C Si Mn P S Cr Ni Mo V Ti Nb 其他: 注:对每一种