焊接结构疲劳分析文献

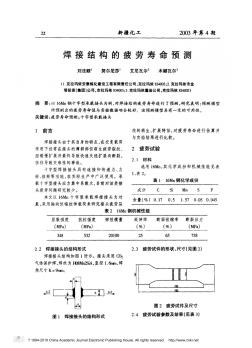 焊接结构的疲劳寿命预测
焊接结构的疲劳寿命预测
焊接结构的疲劳寿命预测
? 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved. http://www.cnki.net ? 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved. http://www.cnki.net ? 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved. http://www.cnki.net ? 1994-2010 China Academic Journal Electronic Publishing House. All rights r
 焊接结构疲劳断裂因素分析及应对措施
焊接结构疲劳断裂因素分析及应对措施
焊接结构疲劳断裂因素分析及应对措施
维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com