焊接平板的铸件成分,组织及性能不合格的特征和发现方法:如果铸铁平台材质太硬或者太软,铸件断面的宏观组织和微观组织不符合标准或技术条件,用断面观察,化学分析,金相检查,硬度试验等可以发现。
原因分析:
1,铁液过热不适当。
2,孕育处理不足。
3,硅碳含量偏低时,使材质偏硬,硅碳含量偏高时,则偏软。
防止方法:
1,正确配料,防止操作时窜料。
2,选择合适的过热温度。
3,遵守操作规程及正确处理炉前孕育。
焊接平板图片:
-

选择特殊符号
选择搜索类型
请输入搜索
焊接平板使用时应把表面清理干净,工件固定牢固,焊接完成后及时把工件卸下,防止平板变形。虽然该产品有耐腐蚀性,也不可以把它存放在潮湿阴暗处。要定期检验平板的精确度。
保证工作质量为了防止焊接平板(焊接平台)发生有害的变形,在发装平板时,要将支承支在主支点处。支承时,尽量将平板的工作面调整到水平面内。检验完毕或划线完毕后,要把工件抬下来,不得长时间放在平板上。使用完毕,要及时擦净平板的工作面,然后涂上一层防锈油。如果比较长时间不用,最好涂上一层黄油,然后铺一层白纸。最好用木板制作的一个专用罩,不用时,用罩子将平板罩住,严禁水滴在焊接平板(焊接平台)上。
加工时应该注意
1.铸铁焊接平板的装夹:薄铸铁平板通常采用撑板直接在工作台上进行装夹。它所产生的夹紧力十分有利于对薄铸铁平板的装夹。
2.为了保证薄铸铁平板装夹的可靠性和稳定性,必须预先将铸铁焊接平板的两个侧面加工好。否则,撑板与铸铁焊接平板的侧面就不能很好的接触,会使铸铁焊接平板受力不均而变形。
3.装夹时,必须使铸铁焊接平板的基准面同工作台面或平垫铁贴紧。不能用手捶使劲敲打铸铁焊接平板,因为薄铸铁焊接平板刚性差,易变形、断裂,并且还有弹性,所以越敲打,铸铁平板越与定位表面不紧和夹不紧。如果铸铁焊接平板下面的缝隙是由于铸铁焊接平板底面不平而产生的,则应该用铁皮垫实。
4.此外,在装夹铸铁焊接平板时夹紧力不能太大,否则会引起铸铁焊接平板中间凸起,待加工后松开工铸铁焊接平板,因弹性变形使焊接平板中间成凹形。
5.切削用量:刨薄铸铁焊接平板时,切削力要小,夹紧力也要小,那就应采用较小的切削深度(约取0.3~0.5mm以下)和进给量(约取0.1~0.25mm/往复行程),以及正常的切削速度,并适当的冷却润滑液进行切削。
用于铆焊工艺的基础平板,工作面上有孔和T型槽,孔主要用来清理铆焊时的一些铁渣和焊接废弃物,T型槽主要是用来固定焊接件。当然,焊接平板也有用平面的,即无孔无槽。
一般只要采用正确的方法使用和保放,使用寿命很长,工作面的精度可以保持使用2年以上,精度降低时可以通过调试或刮研工艺恢复,平板本身的使用寿命可以达到50-100年,所以,在使用过程中要注意不要在潮湿,有腐蚀、过高和过低的温度环境下使用和存放,这样才可以延长使用寿命,保证工作质量。
:高强度铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度或自然时效2-3年)使用该产品 的精度稳定,耐磨性能好。
1000x1000-3000x6000,(特殊规格根据需方图纸制作。)
按国家标准计量检定规程执行,分别为1、2、3、精刨四个等级。一般焊接工作中精刨焊接平板是主要采购对象。
焊接平板平面度
000级:1×(1+d/1000)1级:8×(1+d/1000)
0 0级:2×(1+d/1000)2级:16×(1+d/1000)
0级:4×(1+d/1000)3级:40×(1+d/1000)
焊接平板应用范围相当广泛,是机械类厂家必不可少的基础用具。
焊接平板别名:焊接平台,铸铁焊接平板,铸铁焊接平台,平面焊接平板,T型槽焊接平板,焊接基础平板,焊接基础平台。
规格(长×宽) | 精度等级 | |||
0级 | 1级 | 2级 | 3级 | |
平面度公差 | ||||
200×200 | 5 | 10 | 20.5 | |
200×300 | 5.5 | 11 | 22 | |
300×300 | 5.5 | 11 | 22 | |
300×400 | 6 | 12 | 24 | |
400×400 | 6.5 | 12.5 | 25 | |
400×500 | 6.5 | 13 | 26 | 66 |
400×600 | 7 | 14 | 27.5 | 70 |
500×500 | 6.8 | 14 | 28 | 68 |
500×600 | 7 | 14.2 | 28.5 | 71 |
500×800 | 8 | 15.5 | 31 | 78 |
600×800 | 8 | 16 | 32 | 80 |
600×900 | 8.3 | 16.5 | 33 | 83 |
1000×750 | 9 | 18 | 36 | 90 |
1000×1000 | 20 | 40 | 97 | |
1000×1200 | 20.5 | 41 | 103 | |
1000×1500 | 22 | 45 | 112 | |
1000×2000 | 26 | 52 | 130 | |
1500×2000 | 28 | 56 | 140 | |
1500×3000 | 70 | 174 | ||
2000×3000 | 74 | 184 | ||
2000×4000 | 88 | 219 | ||
焊接平板的铸件成分,组织及性能不合格的特征和发现方法:如果铸铁平台材质太硬或者太软,铸件断面的宏观组织和微观组织不符合标准或技术条件,用断面观察,化学分析,金相检查,硬度试验等可以发现。
原因分析:
1,铁液过热不适当。
2,孕育处理不足。
3,硅碳含量偏低时,使材质偏硬,硅碳含量偏高时,则偏软。
防止方法:
1,正确配料,防止操作时窜料。
2,选择合适的过热温度。
3,遵守操作规程及正确处理炉前孕育。
焊接平板图片:
焊接平板生产工序要严格按照国际标准执行,检验标准采用《中华人民共和国机械行业标准》JB/T 7974-1999.检验一般分为焊接平板毛坯检验、机加工检验和成品检验两次,焊接平板的毛坯主要检验
焊接平板生产工序要严格按照国际标准执行,检验标准采用《中华人民共和国机械行业标准》JB/T 7974-1999。检验一般分为焊接平板毛坯检验、机加工检验和成品检验两次,焊接平板的毛坯主要检验外观规格是否可以达到技术要求,和毛坯有没有内部缺陷;焊接平板的机械加工检验主要是检验焊接平板有没有沙孔、气孔、裂纹、夹沙、缩松和加工误差等;焊接平板的成品检验主要是检验焊接平板的平面度和外观及其规格是否可以达到使用要求。
焊接平板用于各种检验工作,如精密测量用的基准平面,各种机床机械的检验测量,检查零件的尺寸精度、行位偏差,并作出精密划线,焊接平板是机床、机械制造、电子生产等20多种行业不可缺少的产品。焊接平板是划线、测量、铆焊、工装工艺不可以缺少的工作台,焊接平板也可以做机械试验台等等。
焊接平板生产工序一般要严格采用《中华人民共和国机械行业标准》JB/T 7974-2000加工和生产。但是有时候还要因地制宜、因事制宜的设计。在焊接平板焊接平板的国家标准和企业标准及焊接平板的使用要求有出入的时候,可以根据实际中对焊接平板的需要进行特殊的设计。设计焊接平板的理念要本着以最低的成本达到最好的使用效果,最好的使用效果还要达到生产和使用双方都有互惠互利的原则。
焊接平板的在生产过程中,会产生一部分理论重量的偏差,要注意的是焊接平板的偏差是不是影响的焊接平板使用。一般焊接平板的设计应该考虑到铸造误差和机械加工的误差,铸铁焊接平板的重量误差一般不得超过10%,超过10%时,我们要对焊接平板的质量做进一步的鉴定才可以确定此铸铁焊接平板是否可以投入使用。
焊接平板的精度也可以说是焊接平板的平面度:焊接平板一般精度可以分为0级、1级、2级、3级。焊接平板的精度标准在《中华人民共和国机械行业标准》JB/T 7974-2000里可以查到。选用精度标准时一般根据使用情况酌情而定。3级精度以上的焊接平板用做检验、划线、装配等使用,4级精度以下的焊接平板一般用做铆焊等使用。
焊接平板的承载要求:焊接平板的承载是指焊接平板单位面积承受的重量后,焊接平板的变形挠度。为了便于理解,我们可以看作焊接平板放好工件后,在不影响正常使用的情况下,焊接平板所能够承受的压力。
焊接平板的生产过程中会出现一些产品缺陷,只要采用正确的方法可以进行工艺弥补,焊接平板工作面的缺陷是不可以忽视的重要部位,焊接平板主要的缺陷包括:气孔、沙孔、夹沙、缩松等。焊接平板的缺陷在《中华人民共和国机械行业标准》JB/T 7974-2000里有处理的详细规定。焊接平板使用寿命和缺陷修复有密切的关系。所以对焊接平板的缺陷做修复时要严格按工艺要求处理。
焊接平板的生产工艺流程基本是:
1、焊接平板毛坯:按技术要求制图纸、按图纸制作木型、配料、造型、烘干、浇铸、落沙、清理、检验毛坯的各部位;
2、焊接平板机械加工:外观检验并划线、加工、检验;
3、焊接平板工件调平、人工刮研、检验科检验;
4、焊接平板的外观处理、喷漆、包装、入库。
回火的目的有以下几个方面:
1. 降低脆性,消除或减少内应力,钢件淬火后存在很大内应力和脆性,如不及时回火往往会使钢件发生变形甚至开裂。
2. 获得工件所要求的机械性能,工件经淬火后硬度高而脆性大,为了满足各种工件的不同性能的要求,可以通过适当回火的配合来调整硬度,减小脆性,得到所需要的韧性,塑性。
3. 稳定工件尺寸
4. 对于退火难以软化的某些合金钢,在淬火(或正火)后常采用高温回火,使钢中碳化物适当聚集,将硬度降低,以利切削加工。
4 焊接平板的生产 还需要 正火
钢件的热处理工艺-正火
钢的热处理种类分为整体热处理和表面热处理两大类。常用的整体热处理有退火,正火、淬火和回火;表面热处理可分为表面淬火与化学热处理两类。
正火是将钢件加热到临界温度以上30-50℃,保温适当时间后,在静止的空气中冷却的热处理工艺称为正火。正火的主要目的是细化组织,改善钢的性能,获得接近平衡状态的组织。
正火与退火工艺相比,其主要区别是正火的冷却速度稍快,所以正火热处理的生产周期短。故退火与正火同样能达到零件性能要求时,尽可能选用正火。大部分中、低碳钢的坯料一般都采用正火热处理。一般合金钢坯料常采用退火,若用正火,由于冷却速度较快,使其正火后硬度较高,不利于切削加工。
三维焊接平板材料为高强度铸铁HT200-250工作面硬度为HB160-210,经过两次处理(人工退火600----700和自然时效2---3 年,精度稳定,耐磨性能好,主要用来进行工件的焊接工艺,和铆焊平板不同,上面没有孔,工作面为平面或T型槽。三维焊接平板精度:按国家标准计量检定规程执行,分别为0、1、2、3四个等级,规格:1000x1000-3000x6000,(特殊规格根据需方图纸制作)。三维焊接平板的在生产过程中,会产生一部分理论重量的偏差,要注意的是焊接平板的偏差是不是影响的铸铁平板使用。一般焊接平板的设计应该考虑到铸造误差和机械加工的误差,焊接平板的重量误差一般不得超过10%,超过10%时,我们要对焊接平板的质量做进一步的鉴定才可以确定此三维焊接平板是否可以投入使用。

 焊接阀门的使用注意事项
焊接阀门的使用注意事项
焊接阀门的使用注意事项
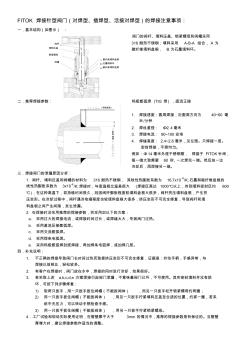
FITOK 焊接针型阀门(对焊型、插焊型、活接对焊型)的焊接注意事项: 一.基本结构(如图示) : 阀门的阀杆、填料压盖、锁紧螺母和阀帽采用 316 耐热不锈钢;填料采用 A-B-A 组合, A 为 碳纤维填料盘根, B 为石墨填料环。 二.推荐焊接参数: 钨极氩弧焊 (TIG 焊 ) ,直流正接 1. 焊接速度:圆周焊接,沿圆周方向为 40~60 毫 米 /分钟 2. 焊丝直径: Φ2 .4毫米 3. 焊接电流: 90~100 安培 4. 焊缝高度: 2.4~2.8 毫米,见左图。只焊接一层。 密封焊接,平滑均匀。 例如:Φ14毫米外径不锈钢管, 焊接于 FITOK针阀, 每一端大致需要 60 秒, 一次焊完一端。然后放一边 冷却后,再焊接另一端。 三.焊接阀门的泄漏原因分析: 1. 阀杆、填料压盖和阀帽的材料为 316 耐热不锈钢, 其线性热膨胀系数为 16.7x10 -6/K;石墨和
 ups使用注意事项
ups使用注意事项
ups使用注意事项
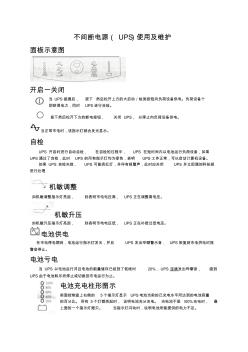
不间断电源( UPS)使用及维护 面板示意图 开启一关闭 当 UPS接通后, 按下 然后松开上方的大启动/检测按钮向负荷设备供电。负荷设备个 即获得电力,同时 UPS进行自检。 按下然后松开下方的断电按钮, 关闭 UPS, 以停止向负荷设备供电。 当正常市电时,该指示灯就会发光显示。 自检 UPS 开启时进行自动自检, 在自检的过程中, UPS 在短时间内以电池运行负荷设备,如果 UPS通过了自检,此时 UPS 的所有指示灯均为绿色,表明 UPS工作正常,可以启动计算机设备。 如果 UPS 自检失败, UPS 可能亮红灯,并伴有报警声,此时应关闭 UPS 并立即通知科技部 进行处理 机敏调整 如机敏调整指示灯亮起, 则表明市电电压高, UPS正在调整高电压。 机敏升压 如机敏升压指示灯亮起, 则表明市电电压低, UPS正在补偿过低电压。 电池供电 在市电停电期间,电池运行指示灯发光,并且
1、为了防止焊接平板发生的变形,在吊装焊接平板时,要用四根同样长度的钢丝绳同时挂住焊接平板上得四个起重孔,将焊接平板平稳吊装在运输工具上。
2、将焊接平板支承点垫好、垫平,保证每个支撑点受力均匀,保证整个焊接平板平稳。
3、焊接平板安装时将焊接平板板的各个支撑点用调整垫铁垫好、垫实,由专业技术人员将焊接平板调整至合格精度。
4、焊接平板使用时要轻拿轻放工件,不要在焊接平板上挪动比较粗糙的工件,以免对焊接平板工作面造成磕碰、划伤等损坏。
5、为了防止焊接平板整体变形,使用完毕后,要将工件从焊接平板上拿下来,避免工件长时间对铸铁平板重压造成铸铁平板的变形。
6、焊接平板不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用焊接平板的外包装将焊接平板盖好,以防止平时不注意造成对焊接平板工作面的损伤。
焊接平板(焊接平台)用途:用来进行工件的焊接工艺,和铆焊平板不同,上面没有孔,工作面为平面或T型槽。 焊接平板(焊接平台)材质:高强度铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品 的精度稳定,耐磨性能好。 焊接平板(焊接平台)规格:100×100—3000×6000,(特殊规格根据需方图纸制作。) ..
..
焊接平板平台基地用途:用来进行工件的焊接工艺,和铆焊平板不同,上面没有孔,工作面为平面或T型槽。
焊接平板材质:高强度铸铁HT200-300,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品的精度稳定,耐磨性能好。(特殊规格根据需方图纸制作。)
焊接平板精度:按国家标准计量检定规程执行,分别为0、1、2、3。