第1章概述1
1"para" label-module="para">
1"para" label-module="para">
1"para" label-module="para">
1"para" label-module="para">
1"para" label-module="para">
1"para" label-module="para">
1"para" label-module="para">
1"para" label-module="para">
第2章手工电弧焊操作技术15
2"para" label-module="para">
2"para" label-module="para">
2"para" label-module="para">
2"para" label-module="para">
2"para" label-module="para">
2"para" label-module="para">
2"para" label-module="para">
2"para" label-module="para">
2"para" label-module="para">
2"para" label-module="para">
2"para" label-module="para">
2"para" label-module="para">
2"para" label-module="para">
2"para" label-module="para">
2"para" label-module="para">
第3章气焊操作技术46
3"para" label-module="para">
3"para" label-module="para">
3"para" label-module="para">
3"para" label-module="para">
3"para" label-module="para">
3"para" label-module="para">
3"para" label-module="para">
3"para" label-module="para">
3"para" label-module="para">
3"para" label-module="para">
3"para" label-module="para">
3"para" label-module="para">
3"para" label-module="para">
3"para" label-module="para">
3"para" label-module="para">
第4章气割操作技术71
4"para" label-module="para">
4"para" label-module="para">
4"para" label-module="para">
4"para" label-module="para">
4"para" label-module="para">
4"para" label-module="para">
4"para" label-module="para">
4"para" label-module="para">
4"para" label-module="para">
4"para" label-module="para">
4"para" label-module="para">
4"para" label-module="para">
4"para" label-module="para">
4"para" label-module="para">
4"para" label-module="para">
第5章焊接变形与控制107
5"para" label-module="para">
5"para" label-module="para">
5"para" label-module="para">
5"para" label-module="para">
5"para" label-module="para">
5"para" label-module="para">
5"para" label-module="para">
5"para" label-module="para">
5"para" label-module="para">
5"para" label-module="para">
5"para" label-module="para">
第6章CO2气体保护焊操作技术125
6"para" label-module="para">
6"para" label-module="para">
6"para" label-module="para">
6"para" label-module="para">
6"para" label-module="para">
6"para" label-module="para">
6"para" label-module="para">
6"para" label-module="para">
6"para" label-module="para">
6"para" label-module="para">
6"para" label-module="para">
6"para" label-module="para">
6"_blank" href="/item/药芯焊丝/5873259" data-lemmaid="5873259">药芯焊丝CO2气体保护焊156
6"para" label-module="para">
6"para" label-module="para">
6"para" label-module="para">
第7章惰性气体保护焊工艺与操作163
7"para" label-module="para">
7"para" label-module="para">
7"para" label-module="para">
7"para" label-module="para">
7"para" label-module="para">
7"para" label-module="para">
7"para" label-module="para">
7"para" label-module="para">
7"para" label-module="para">
7"para" label-module="para">
7"para" label-module="para">
7"para" label-module="para">
7"para" label-module="para">
7"para" label-module="para">
7"para" label-module="para">
第8章埋弧自动焊操作技术198
8"para" label-module="para">
8"para" label-module="para">
8"para" label-module="para">
8"para" label-module="para">
8"para" label-module="para">
8"para" label-module="para">
8"para" label-module="para">
8"para" label-module="para">
8"para" label-module="para">
8"para" label-module="para">
8"para" label-module="para">
8"para" label-module="para">
第9章等离子弧焊接与切割219
9"_blank" href="/item/等离子弧焊/8369029" data-lemmaid="8369029">等离子弧焊的特点及适用范围219
9"para" label-module="para">
9"para" label-module="para">
9"para" label-module="para">
9"para" label-module="para">
9"para" label-module="para">
9"para" label-module="para">
9"_blank" href="/item/微束等离子弧焊/12723355" data-lemmaid="12723355">微束等离子弧焊工艺230
9"para" label-module="para">
9"_blank" href="/item/等离子弧切割/1237594" data-lemmaid="1237594">等离子弧切割操作技术237
9"para" label-module="para">
9"para" label-module="para">
9"para" label-module="para">
9"para" label-module="para">
第10章堆焊操作技术250
10"para" label-module="para">
10"para" label-module="para">
10"para" label-module="para">
10"para" label-module="para">
10"para" label-module="para">
10"para" label-module="para">
10"para" label-module="para">
10"para" label-module="para">
10"para" label-module="para">
10"para" label-module="para">
10"para" label-module="para">
10"para" label-module="para">
10"para" label-module="para">
10"para" label-module="para">
第11章焊接缺陷与检验277
11"para" label-module="para">
11"para" label-module="para">
11"para" label-module="para">
11"para" label-module="para">
11"para" label-module="para">
11"para" label-module="para">
11"para" label-module="para">
11"para" label-module="para">
11"para" label-module="para">
11"para" label-module="para">
11"para" label-module="para">
第12章焊接安全与防护295
12"para" label-module="para">
12"para" label-module="para">
12"para" label-module="para">
12"para" label-module="para">
12"para" label-module="para">
12"para" label-module="para">
12"para" label-module="para">
12"para" label-module="para">
12"para" label-module="para">
参考文献3082100433B

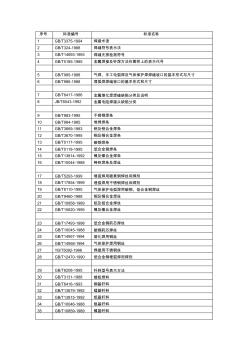 焊接与切割标准目录大全
焊接与切割标准目录大全
 熔化焊接与热切割操作规程
熔化焊接与热切割操作规程