焊球法可焊性测试仪技术条件文献

 焊接件通用技术条件试题
焊接件通用技术条件试题
焊接件通用技术条件试题
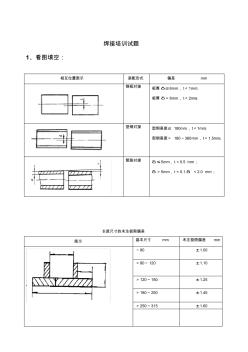
焊接培训试题 1、看图填空: 相互位置图示 装配形式 偏差 mm 钢板对接 板厚 δ≤6mm, t<1mm; 板厚 δ>6mm, t<2mm。 型钢对接 型钢高度≤ 180mm, t<1mm; 型钢高度> 180~360mm, t<1.5mm。 管路对接 δ≤5mm, t<0.5 mm; δ>5mm, t<0.1δ <2.0 mm; 长度尺寸的未注极限偏差 图示 基本尺寸 mm 未注极限偏差 mm ~80 ±1.00 >80~ 120 ±1.10 >120~180 ±1.25 >180~250 ±1.45 >250~315 ±1.60 焊缝外形尺寸及焊接缺陷 单位为 mm 图示 焊缝外形尺寸及焊接缺陷 单位为 mm 图示 气孔或夹渣 Δδ≤0.10δ≤1.5 累积长度不超过焊缝全长的 10%。 在50mm的焊缝长度上,单个气孔 不大于 0.5δ,但不得大于 3mm, 气
 中国织物燃烧性测试仪性能技术法规与标准
中国织物燃烧性测试仪性能技术法规与标准
中国织物燃烧性测试仪性能技术法规与标准
中国织物燃烧性测试仪性能技术法规与标准

