活结弯头日本
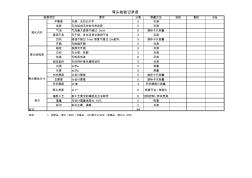
标准号 描述
JIS B2311 通用钢制对焊管件
JIS B2312 钢制对焊管件
JIS B2313 钢板制对焊管件
JIS B2316 钢制承插焊管件
管件执行标准之美国标准:
标准号 描述
ASME/ANSI B16.9 工厂制造的锻钢对焊管件
ASME/ANSI B16.11 承插焊和螺纹锻造管件
ASME/ANSI B16.28 钢制对焊小半径弯头和回头弯
ASME B16.5 管法兰和法兰配件
MSS SP-43 锻制不锈钢对焊管件
MSS SP-79 承插焊异径插入件
MSS SP-83 承插焊和螺纹活接头
MSS SP-97 承插焊、螺纹和对焊端的整体加强式管座
活结弯头电力
标准号 描述
GB2000火电发电厂汽水管道零件及部件典型设计手册
DL/T515-93电站弯管
D-GD87-1101 管道零件及部件典型设计
管件执行标准之化工标准:
标准号 描述
HGJ514 碳钢、低合金钢无缝对焊管件
HGJ528 钢制有缝对焊管件
HGJ10 锻钢制承插焊管件
HGJ529 锻钢制承插焊、螺纹和对焊接管台
HGJ-44-76-91 钢制管法兰、垫片、紧固件
HG20592-20635 钢制管法兰、垫片、紧固件
活结弯头中石化
标准号 描述
SH3406 -1996石油化工钢制管法兰
SH3408 -1996钢制对焊无缝管件
SH3409-1996 锻钢制承插焊管件
SH3410 -1996锻钢制承插焊管件
SH3065-1994石油化工管式炉急弯弯管技术标准
活结弯头国家
标准号 描述
GB12459-2005 钢制对焊无缝管件
GB/T13401 钢板制对焊管件
GB/T14383 锻钢制承插焊管件
GB/T10752-1995船用钢管对焊接头
GB/T17185-1995钢制法兰管件
管件执行标准之中石油标准:
标准号 描述
SY/T0510-1998 钢制对焊管件
SY/T5257-2004 钢制弯管
02S403 钢制管件国家建筑标准
活结弯头船用
CB/T3590-94 铝黄铜弯头
-