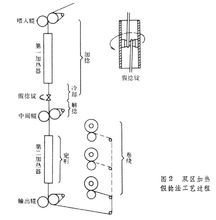
对化学纤维纺丝成形后的初生纤维进行一系列后处理加工,使其适应纺织加工和使用的要求。依化学纤维品种和纺丝工艺的不同,后处理工序也不相同。湿法纺丝的后处理工序较长,例如粘胶纤维采取湿法成形,后处理工序有水洗、脱硫、漂白、酸洗、上油、脱水及干燥等;醋酯纤维采取干法成形,后处理工序比较简单,只有卷绕和加拈;至于大多数以熔体纺丝成形的合成纤维,则有卷绕、拉伸、热松弛、热定形、卷绕及加拈等,制造短纤维时还增加切段工序。以上品种所采用的后处理设备也牵伸,是指初生态纤维在它的微观结构尚未完全固定以前,在特定的张力下使卷曲而无序的大分子沿轴向整列和伸展的过程。在这一过程中,无序的大分子朝有序方向发展,大分子之间的接触点增加,分子间力增强,聚集区域扩大,为纤维的结晶提供条件。这时纤维的密度增加,抗张强度上升;纤维变细,抗张延伸度下降;光学性和导热性则呈现各向导性。总之,纤维经拉伸后综合性的物理-机械性能得到改善,实用价值提高。
化学纤维的拉伸工序是在有两组或三组不同转速的导辊或导盘的拉伸装置上进行的。被拉伸的纤维或束丝从导辊或导盘的缝隙之间通过,两端导辊或导盘的速差使纤维伸长。这种拉伸也常和加拈工序结合,在拉伸-加拈设备上同时进行。
纤维的拉伸必须在一定的介质中和一定的温度下进行,一般有三种方法:①干热拉伸:在空气中加热状态下(如涤纶和维纶长丝)或在室温条件下(如锦纶和丙纶长丝)拉伸。②蒸汽拉伸:在饱和蒸汽中(如腈纶短纤维)或在天然纤维混纺,也可以纯纺。一般的化学纤维表面平滑无卷曲(永久卷曲的复合纤维除外),抱合力小,不易互相拈合或与其他纤维拈合,即可纺性能差。卷曲加工能使化学短纤维获得与天然纤维相类似的卷曲,可纺性能会大大改善。
卷曲的方法有:机械法和化学法两类。机械卷曲法是先将纤维束在热水或蒸汽中预热,而后通过卷曲机,借卷曲轮和卷曲箱的作用产生锯齿形平面卷曲效应。用化学法获得的卷曲,则是空间立体状的永久性卷曲波纹(见复合纤维)。最常用的卷曲机主要由卷曲轮、卷曲箱和加压机构组成。
切段化学纤维长丝一般只能象蚕丝那样制成织物或者与蚕丝交织。如切成短段使其长度与棉或羊毛相近,则可以象棉或羊毛那样供作纯纺或者混纺后制成织物。这样的织物用途远较长丝织物为广。短纤维的纺丝工艺与长丝基本相同,区别在于长丝常在孔数有限(50孔以下)的喷丝头上纺丝成形,而制造短纤维的喷丝头孔数常达数千甚至数万。短纤维在后处理工艺上除增加切段和卷曲外,设备结构也与长丝不同,容量较大。切成的短纤维常成簇,必须进一步开松、混和,而后用与棉或羊毛相同方式纺纱和织造。
切段有湿切、干切、牵切三种形式。用前两种切断法可获得段状纤维簇,再送入开松和混和机。后一种加工方式的短纤维仍具有连续粗束丝外形,许多纤维段间歇地分布在粗束丝内部,围绕束丝轴平行定向(见纺丝直接成条)。非连续式切段装置是由两个迅速旋转的刀轮组合而成,其中一个刀轮沿周边等距满布割刀,另一轮则在与割刀对应处刻有沟槽。当束丝以垂直方向从刀轮的缝隙中经过时,即被切成预定长度的纤维段,落入收集器内送出机外。
湿法成形丝精制湿法成形的初生丝大都需要经过高度的精制处理才有实用价值。精制的工序随不同的品种而异,有的品种甚至在后处理过程中还有重大的化学变化,如在维纶的制造中对聚乙烯醇纤维进行缩甲醛化处理。粘胶丝是湿法成形纤维中精制过程最繁复的品种之一(见粘胶纤维)。粘胶帘子线的后处理较普通粘胶纤维简单得多,只须经过洗涤、半脱硫和再洗涤即可,常在连续后处理机上进行。粘胶帘子线纤维表面光滑,在制造轮胎中不易与橡胶抱合,因此,必须先在树脂和橡胶溶液内对纤维进行热处理。此外,由于帘子线是条干粗而单丝根数多的束纤维,宜采用特殊条件的高效干燥法,以缩短处理时间。

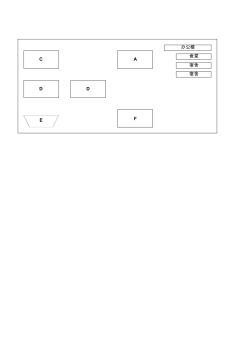 图2-1某化学纤维厂总平面图
图2-1某化学纤维厂总平面图
 化学纤维在建筑领域中的应用——纤维增强,防裂混凝土
化学纤维在建筑领域中的应用——纤维增强,防裂混凝土