选择特殊符号
选择搜索类型
请输入搜索
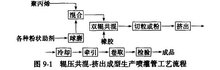
由于配方中含有15份顺丁胶,所以配料操作较一般粉料的混合困难。这种橡胶共混可以分别采取辊压共棍-挤出成型生产工艺、挤出共棍将出成型生产工艺路线,参见固9-l和图9-20
辊压共混-挤出成型生产工艺路线是首先将助剂放入球磨机研磨,然后将研磨好的物料称量后与树脂按比例放入捏合机中捏合0.5一lh,随后将混合料与一定量的橡胶经双辊塑炼(前辊170℃,后辊165℃)10-20ndn,再拉片切粒。共混粒料经单螺杆挤出机挤出成型、冷却、卷取而制得喷灌管。
挤出共混-挤出成型生产工艺路线是先将橡胶造粒,开车前将挤出温度升至50一60℃,然后加胶条,正常出粒后关闭电源,靠摩擦热维持正常挤出造粒。聚丙烯及助剂初混是将粉料按配方计量,放入捏合机捏合o.5一Ih,将捏合好的物料与胶粒按比例混合均匀再造粒,采用冷却法切粒,将挤出物引入水中,拉伸过程中经加热、除水、风冷,粒料干燥后经单螺杆挤出机挤出成型、冷却、卷取而制得喷灌管。
单螺杆挤出机造粒温度:加料段150一160℃,压缩段180一190℃,计量段190一200℃,机头190一20D℃,口模205-210℃。
用双螺杆挤出机造粒比用单螺杆挤出机造粒的效果要好。
双螺杆挤出机造粒温度:加料段150一160℃,熔融段170-200℃,混炼段200一210℃,计量段200一220℃,机头200-210℃,口模205一215℃
生产工艺图:
1.双辊混炼机
型号SK-400;速比1.27,功率40kw
2.橡胶单螺杆挤出造粒机
等距不等深渐变型螺杆,长径比L/D为18:1,压缩比c为3:1。
3.管材单螺杆挤出机
螺杆为等距不等深突变型,突变距离约为3D,长径比L/D应大20:1,压缩比c为3:1。
4.双螺杆共混挤出造粒机
螺杆为组合式同向平行双螺杆,长径比L/D为28:1
生产方法: ①淤浆法。在稀释剂(如己烷)中聚合,是最早工业化、也是迄今生产量最大的方法。 ②液相本体法。在70℃和3MPa的条件下,在液体丙烯中聚合。 ③气相法。在丙烯呈气态条件下聚合。后两种方...
地埋喷灌管道 挖沟 回填 夯实应该套管沟定额。管沟定额在建筑工程定额第一章及市政定额第一册第一章都有,地埋喷灌管道安装工程属于市政工程,建议套市政定额第一册第一章人工挖沟槽土方,套人工挖沟槽土方...
看看定额说明或工作内容,选择相应定额再点说明信息

 聚丙烯管(PP-R管)生产工艺
聚丙烯管(PP-R管)生产工艺
聚丙烯管(PP-R管)生产工艺
聚丙烯管( PP-R管)生产工艺 摘要:三型聚丙烯管具有节能,耐腐蚀,不结垢、卫生,无毒,耐热、 耐压,使用寿命长,质轻高强,流体阻力小等优点,是替代镀锌钢管的 新一代产品。介绍 PP-R管的特点,原料生产工艺,国内现状、施工方 法、项目投资估算及市场前景分析。 1前言 80年代以前,我国的住宅及公共建筑的上水管基本上是镀锌钢管,由于 受材质自身的局限,镀锌钢管存在使用寿命短、易造成水质二次污染等 缺点。为了保障人们日常饮用水的质量,我国部分地区,如上海、浙江、 河北、江苏等省市已先后提出淘汰镀锌钢管,用高质量的塑料管代替。 目前,在我国已相继开发了 PVC管、PE管、铝塑复合管、玻璃钢管、钢 塑复合管和 PP-R管等一批塑料管材,并取得了一定的市场占有率。 PP-R管是欧洲 90年代开发的,以新型无规聚丙烯为原料,经挤出 成型制作的塑料管材。由于其优越的性能,正日益受到人们的青睐。 2P
 聚丙烯生产工艺技术分析
聚丙烯生产工艺技术分析
聚丙烯生产工艺技术分析
聚丙烯生产工艺技术分析 摘要:聚丙烯,简称 PP,是一种具有优良性能的合成型树脂。聚丙烯是一 种十分重要的化工产品, 它有良好的韧性和耐热性, 而且密度低、 电绝缘性和抗 腐蚀性优良以及抗冲击能力强等优点。 聚丙烯被普遍用在各个领域上, 主要包括 建材,电子和包装等领域。 由于聚丙烯的普遍应用, 它的生产工艺就是重中之重, 怎么样才能在高收益、 低损耗和绿色环保的情况下生产聚丙烯是未来聚丙烯生产 工艺发展的方向。 关键词:聚丙烯、生产工艺、工艺技术 一、前言 聚丙烯的生产工艺可以分为以下三大类: 溶液法、淤浆法和气象法。 溶液法 和淤浆法现在几乎不使用了, 现在大多数的都在研究气象法生产工艺, 下面简述 了聚丙烯生产工艺的几种方法及特点。 二、聚丙烯的生产工艺 1、溶液法 溶液法是早期用于生产结晶聚丙烯的工艺路线, 该工艺采用一种经过特殊改 进的催化剂体系 ----锂化合物来适应高的溶液聚