锯床国家标准文献

 《国家标准》国家标准号
《国家标准》国家标准号
《国家标准》国家标准号
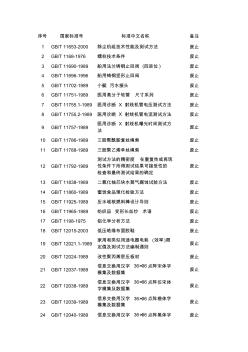
序号 国家标准号 标准中文名称 备注 1 GB/T 11653-2000 除尘机组技术性能及测试方法 废止 2 GB/T 1168-1976 螺柱技术条件 废止 3 GB/T 11690-1989 船用法兰铸钢止回阀 (四进位 ) 废止 4 GB/T 11696-1996 船用铸钢竖形止回阀 废止 5 GB/T 11702-1989 小艇 污水接头 废止 6 GB/T 11751-1989 医用高分子软管 尺寸系列 废止 7 GB/T 11755.1-1989 医用诊断 X 射线机管电压测试方法 废止 8 GB/T 11755.2-1989 医用诊断 X 射线机管电流测试方法 废止 9 GB/T 11757-1989 医用诊断 X 射线机曝光时间测试方 法 废止 10 GB/T 11786-1989 三股聚酰胺复丝绳索 废止 11 GB/T 11788-1989 三股聚乙烯单丝绳索 废止
 国家标准
国家标准
国家标准
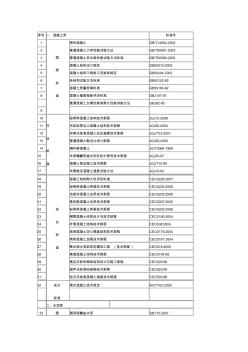
序号 一、混凝土类 标准号 1 国 家 标 准 预拌混凝土 GB/T14902-2003 2 普通混凝土力学性能试验方法 GB/T50081-2002 3 普通混凝土拌合物性能试验方法标准 GB/T50080-2002 4 混凝土结构设计规范 GB50010-2002 5 混凝土结构工程施工及验收规范 GB50204-2002 6 砼结构试验方法标准 GB50152-92 7 混凝土质量控制标准 GB50164-92 8 混凝土强度检验评定标准 GBJ107-87 普通混凝土长期性能和耐久性能试验方法 GBJ82-85 9 10 行 业 标 准 轻骨料混凝土结构技术规程 JGJ12-2006 11 无粘结预应力混凝土结构技术规程 JGJ92-2004 12 回弹法检测混凝土抗压强度技术规程 JGJ/T23-2001 13 普通混凝土配合比设计规程 JGJ55-