机床夹具零件及部件三爪卡盘用过渡盘简介文献

 车床三爪卡盘资料介绍
车床三爪卡盘资料介绍
车床三爪卡盘资料介绍
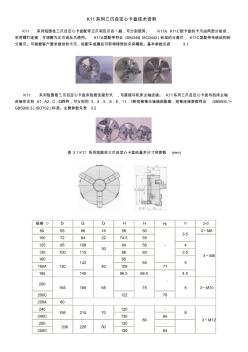
K11系列三爪自定心卡盘技术资料 K11 系列短圆柱三爪自定心卡盘配带正爪和反爪各一副,可分别使用。 K11A、K11C型卡盘的卡爪由两部分组成, 采用螺钉连接,可调整为正爪或反爪使用。 K11A型配带符合 GB4346(ISO3442)标准的分离爪, K11C型配带传统结构的 分离爪。可根据客户要求提供软卡爪,经配车或磨后可获得理想的夹持精度。基本参数见表 3.1 K11 系列短圆锥三爪自定心卡盘系短锥连接形式 ,可直接与机床主轴连接。 K11系列三爪自定心卡盘与机床主轴 连接形式有 A1,A2,C,D四种,可分别同 3,4,5,6,8,11,15号短锥锥主轴端部配套,短锥连接参数符合 GB5900.1~ GB5900.3(ISO702)标准。主要参数见表 3.2 表 3.1 K11 系列短圆柱三爪自定心卡盘的基本尺寸和参数 (mm) 规格 D D1 D2
 普通三爪卡盘改造为电动卡盘
普通三爪卡盘改造为电动卡盘
普通三爪卡盘改造为电动卡盘
总结普通机床数控化改造的经验,介绍普通三爪卡盘自动化改造的方法,为提高机床的生产效率提供有益的帮助。