静电喷塑工艺与传统的喷漆工艺相比较,具有的显著优势,不需稀料,施工对环境无污染,对人体无毒 害;涂层外观质量优异,附着力及机械强度强;喷涂施工固化时间短;涂层耐腐耐磨能力高出很多;不需 底漆;施工简便,对工人技术要求低;成本低于喷漆工艺;有些施工场合已经明确提出必须使用静电喷塑 工艺处理;静电喷粉喷涂过程中不会出现喷漆工艺中常见的流淌现象。
-

选择特殊符号
选择搜索类型
请输入搜索
需要购置高性能的静电喷塑机(静电喷枪)的情况
1、提高喷涂死角的能力,以适应某一种特别难喷的工件。
2、提高喷涂工效、提高粉末利用率、提高喷涂产品的成品率。
3、原有静电喷塑机性能落后或老化,或故障率高,需要更换。
4、原有静电喷塑机已过保修期,维修费用昂贵或原产厂家转产无法维修。
对于以上情况,可选用性能优秀、质量稳定的多功能静电喷塑机。
需要增加或改造粉末回收系统的情况:
1、原来没有配备粉末回收系统,喷涂量提高后一方面对车间污染严重,一方面粉末浪费严重。所以需要增加粉末回收系统。
2、原来使用性能不良的回收系统(如老式的布袋式回收系统),经过长期使用之后性能持续下降,起不到回收系统应有的作用。
3、生产规模扩大,需要增加新的工位来提高喷涂生产能力。
针对该状况,一些设备商可提供各种规格的全套"脉冲反吹式粉体回收系统"套件,回收系统的参数选择主要参考喷房的尺寸和形状,而喷房的尺寸和形状又取决于喷涂目标工件的尺寸。可选用订做成品的喷房(快速拆装式,节省运输费用)。
需要增加或改造固化炉的情况:
1、原有固化炉的加热系统落后,或自动控制能力有缺陷(如只有温度控制,没有固化保温时间控制)。
2、原有固化炉加热方式能源消耗大,利用率低,成本太高(如电加热固化炉改成燃油加热,或原有的燃煤、燃油等加热方式的结构不合理造成燃料浪费)。
3、原有的固化炉尺寸不合适,不能适应多变的加工工件。
针对该状况,一些设备商可提供各种加热方式的固化炉自动加热系统,控制功能齐全,热效率高,可以用于固化炉的改造或新建配套,自动加热系统的加热方式有根据实际需要自由选择,及热系统的规格参数会根据固化炉的具体情况计算确定,购置自动加热系统后,只要与保温箱体配接,就可以构成各种加热方式的自动控制(温度控制、保温时间控制)固化炉。
1.调整适合的静电电压,一般情况在50KV-60KV即可,大粉量远距离喷涂的电压可为60KV-80KV之间(不宜过度)复喷和静电屏蔽比较严重时应使用低电压,一般在30KV-50KV之间。
2.喷涂距离
正常情况下应是100-300mm之间。在实际生产过程中,应根据被喷工件形状,工艺随时调整喷涂距离。
3.喷粉量
喷粉量一般根据被喷工件的工艺要求及形状而定。在喷箱体里面时应特别注意粉量适当,不宜过大,否则下面会产生堆积。
4.喷角落及沟槽
A.喷涂时先喷角及沟槽,然后喷其他部位。
B.喷涂角及沟槽时应适当调整喷粉射程或减小枪距,并且改变枪的角度和摆动枪。
C.可适当调整电压。
5.金属粉末喷涂
A.应将喷涂状态选择在恒流状态。(选择恒流状态时需调整电压大小)。
B.确保粉桶与地面绝缘。
C.工作时应及时将喷枪和粉管外面及工作手臂上沉积的粉末清理掉。
D.经常更换输粉管。
需要购置高性能的静电喷塑机(静电喷枪)的情况:
1、提高喷涂死角的能力,以适应某一种特别难喷的工件。
2、提高喷涂工效、提高粉末利用率、提高喷涂产品的成品率。
3、原有静电喷塑机性能落后或老化,或故障率高,需要更换。
4、原有静电喷塑机已过保修期,维修费用昂贵或原产厂家转产无法维修。
对于以上情况,可选用性能优秀、质量稳定的多功能静电喷塑机。
需要增加或改造粉末回收系统的情况:
1、原来没有配备粉末回收系统,喷涂量提高后一方面对车间污染严重,一方面粉末浪费严重。所以需要增加粉末回收系统。
2、原来使用性能不良的回收系统(如老式的布袋式回收系统),经过长期使用之后性能持续下降,起不到回收系统应有的作用。
3、生产规模扩大,需要增加新的工位来提高喷涂生产能力。针对该状况,一些设备商可提供各种规格的全套"脉冲反吹式粉体回收系统"套件,回收系统的参数选择主要参考喷房的尺寸和形状,而喷房的尺寸和形状又取决于喷涂目标工件的尺寸。可选用订做成品的喷房(快速拆装式,节省运输费用)。
需要增加或改造固化炉的情况:
1、原有固化炉的加热系统落后,或自动控制能力有缺陷(如只有温度控制,没有固化保温时间控制)。
2、原有固化炉加热方式能源消耗大,利用率低,成本太高(如电加热固化炉改成燃油加热,或原有的燃煤、燃油等加热方式的结构不合理造成燃料浪费)。
3、原有的固化炉尺寸不合适,不能适应多变的加工工件。针对该状况,一些设备商可提供各种加热方式的固化炉自动加热系统,控制功能齐全,热效率高,可以用于固化炉的改造或新建配套,自动加热系统的加热方式有根据实际需要自由选择,及热系统的规格参数会根据固化炉的具体情况计算确定,购置自动加热系统后,只要与保温箱体配接,就可以构成各种加热方式的自动控制(温度控制、保温时间控制)固化炉。也可以订做成品的各种固化炉(烘箱),并可以做成快。
用脱塑剂。脱塑剂由多种复合材料、溶剂、助剂、渗透剂等材料配方生产,高效快速除漆。除漆能力强。适用于钢铁、碳钢、压铸铝、铝合金、不锈钢等材质的工件表面粉末涂料脱除。适用范围:(自行车,电动车,汽车金属配...
1.调整适合的静电电压,一般情况在50KV-60KV即可,大粉量远距离喷涂的电压可为60KV-80KV之间(不宜过度)复喷和静电比较严重时应使用低电压,一般在30KV-50KV之间。2.喷涂距离正常情...
基础设施:场地 电空气压缩机 烘箱 工作台 静电喷塑主机 塑粉各种挂具(根据工件自己做)前处理池 除锈 除油 水洗 磷化,当然一些要求不高的直接擦擦就喷了!
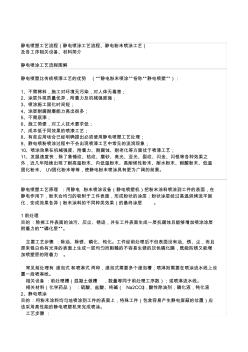
静电喷塑工艺与传统的喷漆工艺相比较,具有的显著优势,不需稀料,施工对环境无污染,对人体无毒 害;涂层外观质量优异,附着力及机械强度强;喷涂施工固化时间短;涂层耐腐耐磨能力高出很多;不需 底漆;施工简便,对工人技术要求低;成本低于喷漆工艺;有些施工场合已经明确提出必须使用静电喷塑 工艺处理;静电喷粉喷涂过程中不会出现喷漆工艺中常见的流淌现象。
一般金属材料的静电喷塑工艺流程介绍如下:
目的:除掉工件表面的油污、灰尘、锈迹,并在工件表面生成一层抗腐蚀且能够增加喷涂涂层附着力的"磷化层"。
主要工艺步骤:除油、除锈、磷化、钝化。工件经前处理后不但表面没有油、锈、尘,而且原来银白色有光泽的表面上生成一层均匀而粗糙的不容易生锈的灰色磷化膜,既能防锈又能增加喷塑层的附着力。
相关设备:前处理槽(混凝土做槽 ,数量等同于前处理工序数);
相关材料(化学药品):硫酸、盐酸、纯碱(Na2CO3),酸性除油剂,磷化液,钝化液
目的:将粉末涂料均匀地喷涂到工件的表面上,特殊工件(包含容易产生静电屏蔽的位置)应该采用高性能的静电喷塑机来完成喷涂。
工艺步骤:
利用静电吸附原理,在工件的表面均匀的喷上一层粉末涂料;
落下的粉末通过回收系统回收,过筛后可以再用。
相关设备:
1、静电喷塑机(静电粉末喷涂机)1台或多台
2、具有粉末回收功能的喷房(单工位或双工位)
3、空气压缩机和压缩空气净化器(油水过滤器)
相关材料:
粉末涂料(喷涂原料,俗称"塑粉",有高光、亮光、半亚光、亚光、砂纹、锤纹、裂纹等不同效果不同颜色)。
目的:将工件表面的粉末涂料加热到规定的温度并保温相应的时间,使之熔化、流平、固化,从而得到我们想要的工件表面效果。
工艺步骤: 将喷涂好的工件推入固化炉,加热到预定的温度(一般185度),并保温相应的时间(15分钟);开炉取出冷却即得到成品。
提示:加热及控制系统(包括电加热、燃油、燃气、燃煤等各种加热方式) + 保温箱体=固化炉。
相关设备:固化炉。(需要自动控制的参数:温度、保温时间 ,加热方式可以采用电加热、燃油加热、燃气加热、燃煤加热等方式,可以根据您所在地区的能源情况灵活选择)。
相关材料:能够控制温度和保温时间在合理范围的高温固化炉(或称烘箱、烤箱)。
目的:使经过静电喷涂 后的工件达到某一种特殊的外观效果如:各种木纹、花纹、增光等。
工艺步骤:罩光;转印等处理工艺

词目:静电喷塑
发音:jìng diàn pēn sù
静电喷塑工艺原理:

 静电喷塑工艺、
静电喷塑工艺、
静电喷塑工艺、
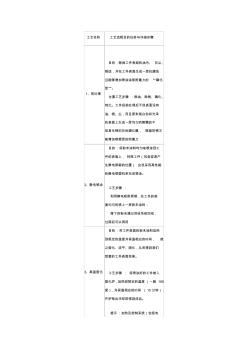
工艺名称 工艺流程目的任务与详细步骤 1、前处理 目的 :除掉工件表面的油污、 灰尘、 锈迹,并在工件表面生成一层抗腐蚀 且能够增加喷涂涂层附着力的 “磷化 层”。 主要工艺步骤 :除油、除锈、磷化、 钝化。工件经前处理后不但表面没有 油、锈、尘,而且原来银白色有光泽 的表面上生成一层均匀而粗糙的不 容易生锈的灰色磷化膜, 既能防锈又 能增加喷塑层的附着力 2、静电喷涂 目的 :将粉末涂料均匀地喷涂到工 件的表面上, 特殊工件(包含容易产 生静电屏蔽的位置) 应该采用高性能 的静电喷塑机来完成喷涂。 工艺步骤 : 利用静电吸附原理,在工件的表 面均匀的喷上一层粉末涂料; 落下的粉末通过回收系统回收, 过筛后可以再用 3、高温固化 目的 :将工件表面的粉末涂料加热 到规定的温度并保温相应的时间, 使 之熔化、流平、固化,从而得到我们 想要的工件表面效果。 工艺步骤 : 将喷涂好的工件推入 固
 静电喷塑工艺流程 (2)
静电喷塑工艺流程 (2)
静电喷塑工艺流程 (2)
静电喷塑工艺流程(静电喷涂工艺流程、静电粉末喷涂工艺) 及各工序相关设备、材料简介 静电喷涂工艺流程图解 静电喷塑比传统喷漆工艺的优势 (“静电粉末喷涂”俗称“静电喷塑”): 1、不需稀料,施工对环境无污染,对人体无毒害; 2、涂层外观质量优异,附着力及机械强度强; 3、喷涂施工固化时间短; 4、涂层耐腐耐磨能力高出很多; 5、不需底漆; 6、施工简便,对工人技术要求低; 7、成本低于同效果的喷漆工艺; 8、有些应用场合已经明确提出必须使用静电喷塑工艺处理; 9、静电喷粉喷涂过程中不会出现喷漆工艺中常见的流淌现象; 10、喷涂效果在机械强度、附着力、耐腐蚀、耐老化等方面优于喷漆工艺; 11、发展速度快,除了象锤纹、桔纹、磨砂、高光、亚光、裂纹、闪金、闪银等各种效果之 外,近几年陆续出现了耐高温粉末、内低温粉末、高耐候性粉末、耐水粉末、耐酸粉末、低温 固化粉末、 UV固化粉末等等,使静电粉末
静电喷涂工艺(静电喷塑)与传统的喷漆工艺相比较,具有的显著优势,不需稀料,施工对环境无污染,对人体无毒害;涂层外观质量优异,附着力及机械强度强;喷涂施工固化时间短;涂层耐腐耐磨能力高出很多;不需底漆;施工简便,对工人技术要求低;成本低于喷漆工艺;有些施工场合已经明确提出必须使用静电喷塑工艺处理;静电喷粉喷涂过程中不会出现喷漆工艺中常见的流淌现象。
静电喷塑的工艺原理是将塑料粉末通过高压静电设备充电,并在电场的作用下均匀的吸附在被加工的工件表面上,然后经过高温烘烤,塑料颗粒就会融化成一层致密的保护层牢牢附着在工件表面。
静电喷塑其工艺流程是前处理(除油、除锈、磷化);静电喷涂;高温固化(参照塑粉要求温度,一般为160~210度); 出炉冷却。
粉末涂料的静电喷涂称为喷塑其原理:是利用电晕放电现象使粉末涂料吸附在工件上的。其过程是这样的:粉末涂料由供粉系统借压缩空气气体送入喷枪,在喷枪前端加有高压静电发生器产生的高压,由于电晕放电,在其附近产生密集的电荷,粉末由枪嘴喷出时,形成带电涂料粒子,它受静电力的作用,被吸到与其极性相反的工件上去,随着喷上的粉末增多,电荷积聚也越多,当达到一定厚度时,由于产生静电排斥作用,便不继续吸附,从而使整个工件获得一定厚度的粉末涂层,然后经过热使粉末熔融、流平、固化,即在工件表面形成坚硬的涂膜。
(1)表面预处理。主要是脱脂、除锈,其方法与涂液态漆的预处理相同。
(2)刮腻子。根据工件缺陷程度涂刮导电腻子,干燥后用砂纸磨平滑,即可进行下道工序。
(3)保护(也称蔽覆)。工件上若某些部位不要求有涂层,在预热前可采用保护胶等掩盖起来,以避免喷上涂料。
(4)预热。一般可不需预热。如果要求涂层较厚,可将工件预热至180~20℃,这样可以增加涂层厚度。
(5)喷涂。在高压静电场下,将喷粉枪接负极,工件接地(正极)构成回路,粉末借助压缩空气由喷枪喷出即带有负电荷,按异性相吸原理喷涂到工件上。
(6)固化。喷涂后的工件,送入180~200℃的烘房内加热,使粉末固化。
(7)清理。涂层固化后,取下保护物,修平毛刺。
(8)检验。检查工件涂层,凡有漏喷、碰伤、针气泡等缺陷的,都应返工重喷。
(9)缺陷处理。对被检出的有漏喷、针孔、碰伤、气泡等缺陷的工件,进行返修或重喷。
如以下图中的钢管的静电喷塑
1.功能方面。功能是反应静电喷塑流水线设计水平的最关键环节。出色的工艺设计应功能齐全并符合客观现场条件·用户的需求和国家法规。体现功能先进的要素有:所选用涂装工艺和平面布置合理,有充分的工艺调整灵活性·物流和人流通畅,被涂物运行路线短·升降和迂回少;安全防护措施可靠;所选用的设备功能好·利用率高维护方便;在投资和现场条件许可的情况下,机械化和自动化水平尽可能提高。
2.环保方面。涂装车间是环境污染源之一。涂装公害的根治·排放是否符合国家法规要求,是涂装设计的重要指标。在涂装车间设计时应尽可能采用提高涂装材料利用率技术·涂装清洗用水循环再生利用技术·节能技术·三废处理技术和选用环保友好型涂装材料等,使气体排放量·水的循环利用率均达到国内或国际先进指标。并以此来衡量工艺设计的先进性。
3.工程质量方面。工程质量的基础是工艺设计质量,设备设计·制造和安装质量。优质的工程质量首先来源于出色的涂装工艺设计,往往由于涂装工艺设计考虑不周·不细,而成为设备设计·制造和安装质量的隐患。工程质量直接影响涂装质量·涂装成本和涂装设备的使用寿命。工程质量差将导致涂装质量差·合格率低·设备的可靠性差·故障多·效率低,甚至使喷塑流水线不能正常运行。高水平低工艺设计和设备设计是高工程质量的前提,这也就是要委托技术力量雄厚·经验丰富的公司来设计·承建大型工程的缘由。
4.经济性方面。投资额度是衡量工艺设计经济性的重要指示,经济性也是衡量静电喷塑流水线先进性的重要指标之一,在同样生产规模的同样产品并达到同样涂层质量的条件下,投资越少,投资回收期越短,涂装成本越低,表明静电喷塑流水线设计水平越高。
5.管理方面。优质·高产·低成本需靠先进的科学管理来实现。先进完整的涂装工艺设计应向客户提供齐全的工艺技术文件和工艺管理方面的规范或制度,指导客户掌握和执行工艺,使用维护好喷塑设备,创造良好的涂装环境,严格执行各种规章制度。按喷塑流水线的建设规模及管理要求装备完善的管理设施等,对喷塑线作业生产实现自动控制。2100433B
文/热镀锌喷塑阳台护栏厂家武志山
人们的生活越来越好,居住的环境也是更加和谐美好。美丽壮观的楼盘,外形漂亮的户型,是千家万户安居的首选。锌钢百叶窗作为一款安全防护和装饰品,也随着楼盘业主入住一起走进我们的生活。
锌钢百叶窗和防盗窗一样可以起到防护安全,因为百叶窗叶片比较宽,还有遮风挡雨和装饰作用。现在的楼盘建筑造型新颖,百叶窗外观和楼盘的颜色进行搭配安装,对整体建筑起到画龙点睛的装饰作用。
户外锌钢百叶窗

百叶窗一般锌钢材质较多,现在的楼盘大部分都会安装百叶窗,而锌钢百叶窗就是很好的一款产品。那么百叶窗颜色是喷塑还是喷漆呢?两者之间又有什么区分呢?喷塑的原材料是一种固性粉末,高温熔化之后在各种护栏,栅栏,栏杆等的表面形成保护膜,附着力牢固耐用非常好。
液体的油漆

设施条件好的工厂有喷枪的也可以喷在物体表面,但是喷漆的时候,一不小心油漆会像水一样流淌下来,出现水纹或者高低不平疙疙瘩瘩,这种现象对产品有一定不好的影响。所以,一般购买产品还是选择大厂家比较放心。
手工刷漆

专业来讲---真正的喷塑就是将塑料粉末喷涂在零件上的一种表面处理方法,简称:静电喷涂,静电喷涂的原材料是一种环保的没有味道的粉末。
喷涂粉末可以有多种颜色

有些施工场合已经明确提出必须使用静电喷塑 工艺处理;静电喷粉喷涂过程中不会出现喷漆工艺中常见的流淌现象。而且品种多,色彩丰富,可与各种环境融合,可根据区域环境选择不同样式和颜色,搭配建筑物彰显个性。
静电喷塑工艺与传统的喷漆工艺相比较,具有的显著优势,不需要稀料,施工对环境无污染,对人体无毒 害;涂层外观质量优异,附着力及强度非常好;喷涂施工固化时间短;涂层耐腐耐磨能力高出普通油漆很多。
全自动喷塑流水线,产品涂层附着力品质更好。

热镀锌管的护栏使用静电喷涂的效果会更好一些,主要起到一个防腐、耐候的做用。用静电粉末喷涂设备(静电喷塑机)把粉末涂料喷涂到工件的表面,在静电作用下,粉末会均匀的吸附于工件表面,形成粉状的涂层;粉状涂层经过高温烘烤流平固化,变成效果各异(粉末涂料的不同种类效果)的最终涂层;喷涂效果在机械强度、附着力、耐腐蚀、耐老化等方面优于喷漆工艺。
个人介绍:护栏姐(武志山)来自美丽的河南新乡,主要生产各种热镀锌喷塑护栏,阳台护栏,空调栏杆,组装楼梯,锌钢百叶窗,别墅围墙,工地围栏,道路隔离栏等栏杆,围栏,栅栏护栏等加工定制专业批发。护栏姐在发布有《热镀锌喷塑护栏百科》《护栏姐创业经历》《护栏姐和客户成单的案例分享》等书籍,是阿里写手团之一。用心做事用心做人脚踏实地往前走,为梦想努力每一天!
