激光深熔焊接大梯度残余应力的演变与表征研究文献

 焊接残余应力简述
焊接残余应力简述
焊接残余应力简述
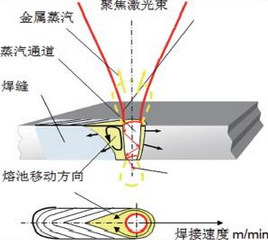
焊接残余应力及变形简述 钢材焊接时在焊件上产生局部高温的不均匀温度场, 焊接中心处 可达到 1600℃以上。高温部分钢材要求较大的膨胀伸长但受到邻近 钢材的约束,从而在焊件内引起较高的温度应力, 并在焊接过程中随 时间和温度而不断变化, 称为焊接应力。焊接应力较高的部位将达到 钢材屈服强度而发生塑性变形, 因而钢材冷却后将有残存于焊件内的 应力,称为焊接残余应力。 在焊接和冷却过程中由于焊件受热和冷却 都不均匀,除产生内应力外,还会产生变形(如焊件弯曲或扭转等) 。 焊接和冷却过程中焊件产生的变形称为焊接(热)变形,冷却后残存 于焊件的变形称为焊接残余变形。 焊接残余应力和残存变形将影响构 件的受力和使用,是形成各种焊接裂纹的因素之一,应在焊接、制造 和设计时加以控制和重视。 焊接残余应力的存在对焊接结构生产的影 响是多方面的,并且其作用机理也不尽相同。另外,焊接残余应力在 构件中并非总是