加工中心宏程序应用案例
《加工中心宏程序应用案例》分为宏程序介绍和应用案例两章。前者内容有:有关宏程序的定义、变量、宏程序函数、宏程序的分支与循环、FANUC Oi常用系统变量的介绍、用户宏程序的调用、编写出好的宏程序的要求和条件;后者内容有:相似零件的加工案例、曲线曲面插补的加工案例、设置机床加工参数、定制固定循环案例、订制G代码案例、对刀与测量、捷径应用、四轴机床加工。书后附有常用代码功能。
-
选择特殊符号
选择搜索类型
请输入搜索
《加工中心宏程序应用案例》分为宏程序介绍和应用案例两章。前者内容有:有关宏程序的定义、变量、宏程序函数、宏程序的分支与循环、FANUC Oi常用系统变量的介绍、用户宏程序的调用、编写出好的宏程序的要求和条件;后者内容有:相似零件的加工案例、曲线曲面插补的加工案例、设置机床加工参数、定制固定循环案例、订制G代码案例、对刀与测量、捷径应用、四轴机床加工。书后附有常用代码功能。
第一章宏程序介绍
第一节有关宏程序的定义
一、什么是宏程序
二、宏程序的种类
三、宏程序能解决什么问题
第二节变量
一、变量的定义
二、变量的赋值
三、变量的种类
第三节宏程序函数
一、算术函数
二、三角函数
三、四舍五人函数
四、辅助函数
五、比较函数
六、逻辑函数
第四节宏程序的分支与循环
一、分支函数IF
二、WHILE循环
第五节FANUCOi常用系统变量
一、用于数据设置的系统变量
二、用于模态数据的系统变量
三、用于PLC的系统变量
第六节用户宏程序
一、子程序的调用
二、用户宏程序的调用
三、用户宏程序的模态调用
四、用户宏程序的保护与隐藏
第七节编写出高质量宏程序的要求和条件
第二章应用案例
第一节相似零件的加工案例
一、模具底板
二、冲模型芯
三、钻模板
四、马达垫片
五、样板
六、孔的螺旋铣削
七、螺纹的铣削
第二节曲线曲面插补的加工案例
一、插补椭圆
二、插补抛物线
三、正弦曲线插补
四、混合曲线插补
五、铣削公式曲线
六、端面螺纹的铣削
七、插补球面
八、插补正弦曲面
九、插补直纹面
第三节设置机床加工参数
一、倒角
二、倒圆
三、综合练习
第四节定制固定循环
一、钻孔循环
二、深孔排屑循环
三、深孔断屑循环
四、精镗孔循环
五、反镗孔循环
六、铣孔循环
七、螺旋铣孔循环
八、铣槽循环
第五节定制G代码
一、定制圆周均布加工代码G11
二、定制矩阵孔加工代码G12
三、定制矩阵加工代码G110
四、定制刀具切削寿命统计代码
第六节对刀与测量
一、自动对刀、测量壁厚和宽度
二、探针对刀程序
三、探针测量程序1
四、探针测量程序2
第七节捷径应用
一、程序1--加工中心换刀
二、程序2--交换工作台
第八节四轴机床加工
一、零件十八--阀心
二、零件十九--槽轮
三、零件二十--偏心轴(孔加工)
四、零件二十一--箱体
附录
参考文献
1、作耐火材料: 石墨及其制品具有耐高温、高强度的性质,在冶金工业中主要用来制造石墨坩埚,在炼钢中常用石墨作钢锭之保护剂,冶金炉的内衬。2、作导电材料: 在电气工业上用作制造电极、电刷、碳棒、碳管、正...
应用了石岛红新八号石材的棕榈泉
讲笑话的老板老板很高兴的对大家说:“我给大家讲个笑话”讲完后大家都捧腹大笑,只有边上的一个女员工没笑。于是老板就问她:“我讲的不好笑吗?”那女的默默的说:“我没必要笑,我明天就离职了......”

 运用宏程序加工球面螺纹
运用宏程序加工球面螺纹
运用宏程序加工球面螺纹
介绍了在FANUC数控车床上加工大螺距螺纹的加工方法,给出了球面上大螺距螺纹的宏程序的编制和加工过程,经实践操作验证,该程序结构简单,运行可靠,具备循环加工的特点,其通用性好,灵活性强。
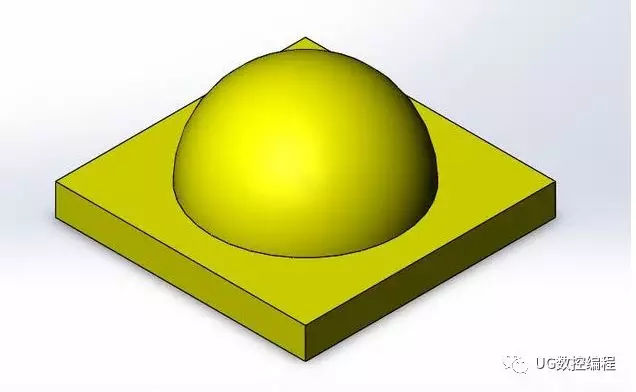
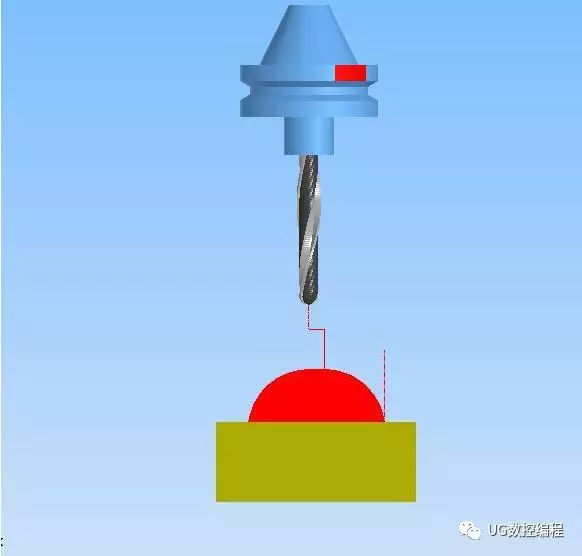
半球曲面零件的宏程序该如何进行编制呢?
今天带大家学习在数控铣床中,如何编制宏程序对半球曲面进行加工,任务如图所示
大家来思考一下,该曲面应该如何加工呢?如果你会对倒角进行编程的话,那么,这个零件加工的原理其实都是一样的。
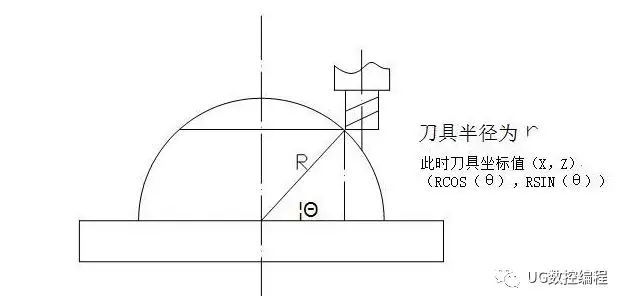
加工思路:刀具下到曲面轮廓上的任何一个点,都对应着一个坐标(X、Z),刀具各点坐标(X、Z)即为(RCOS(θ),RSIN(θ)),其中θ的范围为[0,90]。采用G02/G03指令对X值所对应的平面切削一周,然后再移动一个Z即到下面一层,以便重复圆周切削,从而即可完成对球曲面的加工。
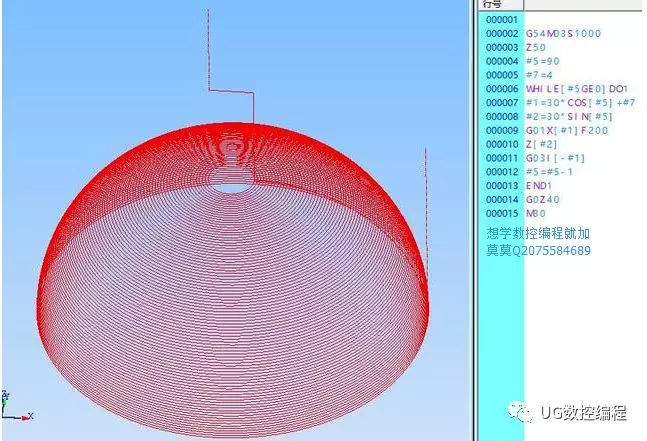
本文任务图的尺寸如下图所示,
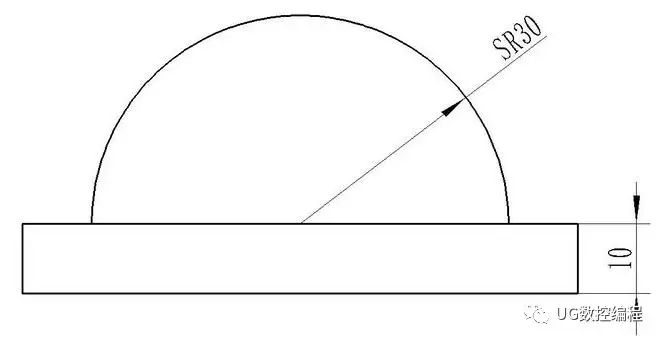
选取直径为8mm球铣刀,#2是控制下刀的深度,没有采用刀补指令,编制程序如下:
%O0001
G54M03S1000
G0X0Y0
Z50
#5=90
#7=4
WHILE[#5GE0]DO1
#1=30*COS[#5]+#7
#2=30*SIN[#5]
G01X[#1]F200
Z[#2]
G03I[-#1]
#5=#5-1
END1
G0Z40
M05
M30
最终仿真效果如图所示,有图有真相,希望对你有帮助!
《数控铣床/加工中心编程与加工》采用循序渐进的方法,通过项目教学,首先介绍了数控铣床的基本概念,再通过手工编程、变量编程(宏程序)、自动编程等加工实训项目,对数控编程与加工的方法进行讲解,按范例进行项目式实战培训,以使读者与工程实际同步,尽快掌握铣床/加工中心的编程与加工方法。书后附有大量的技能鉴定考级试题样例。
《数控铣床/加工中心编程与加工》适合中职以上机械设计与制造专业及相关专业的教师和学生使用,也可作为从事数控加工和CAM工作的企业初、中、高级工程技术人员的参考资料。
数控车床进给加工路线指车刀从对刀点(或机床固定原点)开始运动起,直至返回该点并结束加工程序所经过的路径,包括切削加工的路径及刀具切入、切出等非切削空行程路径。
精加工的进给路线基本上都是沿其零件轮廓顺序进行的,因此,确定进给路线的工作重点是确定粗加工及空行程的进给路线。
在数控车床加工中,加工路线的确定一般要遵循以下几方面原则。
①应能保证被加工工件的精度和表面粗糙度。
②使加工路线最短,减少空行程时间,提高加工效率。
③尽量简化数值计算的工作量,简化加工程序。
④对于某些重复使用的程序,应使用子程序。
数控加工有下列优点:
①大量减少工装数量,加工形状复杂的零件不需要复杂的工装。如要改变零件的形状和尺寸,只需要修改零件加工程序,适用于新产品研制和改型。
②加工质量稳定,加工精度高,重复精度高,适应飞行器的加工要求。
③多品种、小批量生产情况下生产效率较高,能减少生产准备、机床调整和工序检验的时间,而且由于使用最佳切削量而减少了切削时间。
④可加工常规方法难于加工的复杂型面,甚至能加工一些无法观测的加工部位。
数控加工的缺点是机床设备费用昂贵,要求维修人员具有较高水平。
