加热炉
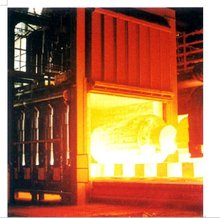
在冶金工业中,加热炉是将物料或工件(一般是金属)加热到轧制成锻造温度的设备(工业炉)。
加热炉应用遍及石油、化工、冶金、机械、热处理、表面处理、建材、电子、材料、轻工、日化、制药等诸多行业领域。
-

选择特殊符号
选择搜索类型
请输入搜索
在冶金工业中,加热炉是将物料或工件(一般是金属)加热到轧制成锻造温度的设备(工业炉)。
加热炉应用遍及石油、化工、冶金、机械、热处理、表面处理、建材、电子、材料、轻工、日化、制药等诸多行业领域。
加热炉工作原理是将工件放入感应器(线圈)内,当感应器中通入一定频率的交变电流时, 周围即产生交变磁场。交变磁场的电磁感应作用使工件内产生封闭的感应电流──涡流。感应电流在工件截面上的分布很不均匀,工件表层电流密度很高,向内逐渐减小,这种现象称为集肤效应。工件表层高密度电流的电能转变为热能,使表层的温度升高,即实现表面加热。电流频率越高,工件表层与内部的电流密度差则越大,加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却,即可实现表面淬火。
1.液压元件如:柱塞泵的柱塞、转子泵的转子、各种阀门上的换向轴、齿轮泵的齿轮等高频淬火。
2.各种电动工具齿轮轴的高频淬火热处理。
3.各种木工工具,如:斧头、刨刀等热处理。
4.各种汽、摩配高频淬火热处理,如:曲轴、连杆、活塞销、凸轮轴、气门、变速箱内的各种齿轮、各种拔叉、各种花键轴、传动半轴、各种小轴曲柄销、各种摇臂、摇臂轴等高频淬火热处理。
5.五金工具高频淬火热处理,如老虎钳、锤、大力钳、扳手。
1.探矿用的钻头焊接、如一子钻头,羊角钻头的焊接。
2.黄铜、紫铜、不锈钢锅底等金属材料的复合焊接。
3.硬质合金*的焊接。如车刀,铣刀麻花钻热轧、钳子、锤子、扳手、断线钳等;
4.金刚石刀头的焊接、如金刚石锯片的焊接、磨具、锯齿焊接。
1.五金工具透热,如钳子,扳手等加热透热成型。
2.探矿钎杆锥柄挤压。
3.钢管透热成型如弯管等。
4.钢板加热,折弯成型。
5.标准件,紧固件的透热成型。
1.各种金钢石复合片钻头的焊接;
2.各种硬质合金刀头、锯片的焊接;
3.各种截齿、钎头、钻杆、煤钻头、风钻头等矿山配件的焊接;
较大工件或不规则工件的熔接,例如尼龙、PP、PE、PA、塑胶马桶、汽车内饰、双层保温杯、喇叭网、注塑件、车用石岩、罐、车灯、蓄电池

1、采用德国西门子IGBT功率管和独特的逆变技术
2、可调节加热保温过程的功率时间有利于提高加热的质量和加热的重复性,简化工人之操作技术。
3、安装简单,接上单相220V电源进水出水即可完成。
4、占地极少,操作简单,几分钟可学会特别安全,输出电压低于36V,免除高压触电危险。
5、无明火,更安全。利用过流产生电磁感应,只对任何金属加热。
6、加热效率达90%以上,比高频中频省电30—40%,停机状态下几乎不用电。且可24小时连续使用
7、100%负载持续率,可连续24小时最大功率之加热状态下进行。
8、感应圈可自由拆装,更换方便。超快加热速度大大减小工件氧化变形。
9、拥有恒定功率和恒定电流之控制功能,最大程度高效快速加热,优化金属工件的加热过程。
10、安装简单,接上三相380V电源、进水、出水即可,几分钟可完成。
用电比用气使用成本高!制作成本比用气成本便宜!用气的制作成本贵点!我就是做电炉的
这是电阻式加热。
回火炉供一般金属机件在空气中进行回火以及铝合金压铸件、活塞、铝板等轻合金机件淬火、退火、时效热处理之用。外壳有钢板和型钢焊接而成,台车由型钢及钢板焊接,台车通过与炉衬的软接触和沙封机构来减少热辐射及对...
在冶金工业中,加热炉习惯上是指把金属加热到轧制成锻造温度的工业炉,包括有连续加热炉和室式加热炉等。金属热处理用的加热炉另称为热处理炉。初轧前加热钢锭或使钢锭内部温度均匀的炉子称为均热炉。广义而言,加热炉也包括均热炉和热处理炉。

在锻造和轧制生产中,钢坯一般在完全燃烧火焰的氧化气氛中加热。采用不完全燃烧的还原性火焰(即“自身保护气氛”)来直接加热金属,可以达到无氧化或少氧化的目的。这种加热方式称为明火式或敞焰式无氧化加热,成功地应用于转底式加热炉和室式加热炉。
1、推钢式连续加热炉 靠推钢机完成炉内运料任务的连续加热炉。料坯在炉底或在用水冷管支撑的滑轨上滑动,在后一种情况下可对料坯实行上下两面加热。炉底水管通常用隔热材料包覆,以减少热损失。为减小水冷滑轨造成的料坯下部的“黑印”,近年来采用了使料坯与水管之间具有隔热作用的“热滑轨”。有的小型连续加热炉采用了由特殊陶质材料制成的无水冷滑轨,支撑在由耐火材料砌筑的基墙上,这种炉子叫“无水冷炉”。
2、步进式连续加热炉 靠炉底或水冷金属梁的上升、前进、下降、后退的动作把料坯一步一步地移送前进的连续加热炉。炉子有固定炉底和步进炉底,或者有固定梁和步进梁。前者叫做步进底式炉,后者叫做步进梁式炉。轧钢用加热炉的步进梁通常由水冷管组成。步进梁式炉可对料坯实现上下双面加热。70年代以来,由于轧机的大型化,步进梁式炉得到了广泛应用。同推钢式炉相比,它的优点是:运料灵活,必要时可将炉料全部排出炉外;料坯在炉底或梁上有间隔地摆开,可较快地均匀加热;完全消除了推钢式炉的拱钢和粘钢故障,因而使炉的长度不受这些因素的限制。中国1979年投产的步进梁式炉长为32.5米,生产能力为每小时270吨。
3、转底式加热炉 炉身固定,炉底转动,放置在炉底上的料坯随炉底转动由进料口移送到出料口。根据炉底的形状,转底式加热炉可分为环形炉和盘形炉两种,冶金厂轧钢车间多用环形炉。图是一座生产能力为每小时75吨的转底环形加热炉剖面图。这种炉子适于加热不能用推钢和步进方式运送的物料,如圆坯、车轮和轮箍坯、模锻前的异形坯以及品种多和长短不一的料坯等。缺点是炉底面积利用率低,炉底单位面积产量通常约为350~400公斤/(米·时)。
4、分室式快速加热炉 由若干个摆在一条线上的加热室所组成。加热室和加热室之间设间室,传送料坯的辊子设在间室内,料坯单根(或双根)地通过各加热室和间室而被加热。每个加热室与相邻的间室构成一个“炉节”,所以又称节式炉。这种加热炉能快速加热,氧化和脱碳少,适用于加热圆形料坯和钢管。与行星轧机相配合,可用来加热连铸板坯;也可对某些钢材进行局部加热。缺点是单位炉长的生产能力低,炉子热效率较低。
用于金属坯或锭锻压前的加热。物料加热时不移动;炉内不分段,要求各处炉温均匀,对于大钢锭加热采用周期性的温度制度(即炉温按时间分为预热期、加热期、均热期等)。室式加热炉有两种:固定炉底室式炉和车底式炉。
1、固定炉底室式炉 炉底面积一般1~10米。装出料多靠人工或简单机械;加热较大工件的室式炉,也有用专门装出料机的。燃料为煤、重油或煤气。有的炉在炉墙上开一缝隙,料坯由缝隙送入炉内加热,叫“缝式炉”,常用于小件加热或长料坯的端头或局部加热。这类炉的炉底单位面积产量通常为300~400公斤/(米·时),单位热耗每吨钢约为(1.0~1.5)×10千卡。
2、车底式炉 用于重量为十几吨至几百吨的大钢锭在锻压前的加热,炉型为室式或隧道式。加热物件放置在台车上,炉外进行装卸料,由车间吊车或其他牵引装置把台车拽入或拖出炉膛,大钢锭加热要求炉温分布均匀,所以车底式炉常采用分散供热和分散排烟(烧嘴和烟道口分散地布置在炉子侧墙上)。
1、安全,所有加热炉都必须具有如下部件和安全设施。出口温度自动调节装置;原料油自动控制装置;炉膛、对流、炉管、辐射、烟道的温度指示计;
2、炉出人口及过热蒸汽压力计;调节风门及烟道挡板;紧急放空装置;防爆门;炉膛及回弯头箱灭火蒸汽线。
3.新炉投用必须按规定程序、升温曲线进行烘炉。
4.加热炉点火前,应关好人孔,烟道挡板开至1/3一1/2,建立燃料油系统循环和原料循环,准备好浸透柴油的点火棒。
5.点火前,应先用蒸汽将炉膛内残留瓦斯赶净,将已点燃的点火棒放在火嘴的上端,待人离开炉膛底部后,稍开蒸汽,再开油线。点燃油火后,调节油汽比至正常状态。
6.引瓦斯时要注意脱净存水及凝缩油,并在安全地点排空15分钟以上,经化验分析含氧量小于1%,方可投用点火。瓦斯进炉前一定要经过阻火器。
7.点火时司炉工不能面对火嘴及看火窗,以免回火伤人。如火焰熄灭,应立即关闭燃料阀,炉膛内需用蒸汽吹扫后,方能重新点火。
8.正常操作中应经常检查炉子燃烧情况,随时调节,注意检查炉管是否弯曲、鼓泡、脱皮、发红和发暗等异常情况,注意检查回弯头、堵头、出入口阀法兰有无漏油现象,发现异常,立即向领导汇报,采取措施进行处理。
9.遇有炉管烧穿破裂造成炉膛着火或有紧急情况需人进入炉膛处理时,应用蒸汽进行灭火降温处理,严禁用水喷入炉膛内进行灭火和降温。
10.进入炉内检修时,应办理进入设备内作业手续。防爆门不得用其它物件堵死,以免失去防爆作用。
11.点炉升温或停炉降温都要严格按规定的升降温速度进行。
12.紧急停炉时,禁止只用仪表风关闭控制阀,一定要关闭炉前手阀。
13.如遇被加热介质中断,应立即灭火,炉膛通入蒸汽。
14.非工作人员禁止入内。

120Kw加热炉技术参数:
| 型号 | WH-VI-120 | 工作电压范围 | 342V-430V |
| 最大输入电流 | 165A | 振荡频率 | 15-35KHZ |
| 效率 | 100% | 负载持续率 | 100% |
| 冷却水流量(主机) | 29L/min(0.3mpa) | 冷却水流量(变压器) | 22 L/min(0.3mpa) |
| 工作电源 | 380V/50HZ | 冷却水压 | 0.1-0.3mpa |
| 主机重量 | 85KG±5% | 变压器重量 | 90KG±5% |
| 主机体积 | 650*520*1100 | 变压器体积 | 500*800*580 |
| 机器颜色 | 蓝白 | 水温保护点 | 50℃ |
东北工学院冶金炉教研室:《冶金炉热工及构造》,中国工业出版社,北京,1962。
V. A. Krivandin & B.L. Markov, Metallurgical Furnaces,MIR Publishers,Moscow,1980.

 加热炉炉筋管开裂分析
加热炉炉筋管开裂分析
加热炉炉筋管开裂分析
本文对开裂的炉筋管断口进行了宏观分析,并进行了显微组织分析和显微硬度测试,结果表明炉筋管在焊缝熔合线处存在脱碳现象,且晶粒粗大。珠光体球化,材料变脆,裂纹在近焊缝处萌生并缓慢扩展,最后形成脆性断裂。
 加热炉施工方案
加热炉施工方案
加热炉施工方案
神华煤制油 829 工程 18万吨级 /年合成油品装置 加热炉安装施工方案 第 1 页 共 12 页 神华煤制油 829工程 18万吨级 /年合成油品装置 加热炉安装施工方案 中国化学工程第四建设公司 二〇〇八年三月二十六日 神华煤制油 829 工程 18万吨级 /年合成油品装置 加热炉安装施工方案 第 2 页 共 12 页 一、 工程概述 1. 本装置共有三台加热炉:精制反应进料加热炉( F-101),裂化反应进料加热炉 (F-102),减压塔 底重沸炉( F-201)和一套烟气余热回收系统。 1.1 精制反应进料加热炉( F-101) 反应炉采用单排水平管双面辐射炉型,加热介质为 重质蜡、重质馏分油、轻质馏分油、氢气、气 体、微量 H2S,设计热负荷为 3.72MW, 介质一路由对流室入炉, 经转油线入辐射室。根据使用温度 及压力的要求, 炉管材 质为 TP321H,为了获得良好的流型
锻造加热炉的种类很多,按照所用电源不同,锻造加热炉可分为火焰加热炉和电加热炉两大类。火焰加热炉根据所用燃料不同,分为油炉、气炉和燃煤炉,而气炉有天然气锻造加热炉和煤气加热炉两类;按照加热室的结构不同,分为室式炉(单室、双室炉)半连续和连续炉;按照炉底结构和机械化形式分为台车炉和转底炉(又称环形炉)。不同的生产条件选择不同的炉子结构,单件小批量生产,要求有较大的灵活性,应尽量选择室式炉,大中型锻件应采用台车炉,大批量生产小型和中型锻件则应采用转底炉。炉型的选择还须从燃料的类别,加热坯料的质量以及尺寸,经济条件和劳动条件等综合考虑。
反射炉
反射炉是以烟煤为燃料的火焰加热炉,反射炉主要有燃烧室,加热室,送风装置,换热器以及烟道、烟囱等部分组成。
重油炉和气炉
(煤气和天然气)结构基本相同,都无专门的燃烧室,而由喷嘴或烧嘴(燃烧器、火嘴)将重油或气体燃料与空气直接喷入加热室进行燃烧。只是烧嘴有所不同,重油烧嘴、天然气烧嘴和煤气烧嘴都不尽相同。
煤气锻造炉
煤气锻造炉是在原燃煤炉基础上改进的配备煤气发生炉所产煤气进行燃烧加热的炉型,一般根据锻造炉容量大小选择配置合适大小的煤气发生炉,小型有1.3普通型小煤气发生炉进行配置,也有大型锻造企业,用一台煤气发生炉带多台锻造炉的。煤气锻造炉比起原有反射炉的燃烧室直接利用煤气烧嘴将煤气发生炉所产煤气喷射燃烧进加温室,效率相比反射炉要高,基本无排放污染。
电阻炉
是利用电阻发生体将电能转变成热能来实现对金属加热的。主要用于对温度要求严格的高温合金和有色金属及其合金的加热。
端出料加热炉,是一个工业用炉。
端出料加热炉:端出料轧钢加热炉“传统”炉头、“少闲区”炉头、“短滑坡”炉头的构造及其在热工方面的特性。指出了“传统”炉头将完全被“少闲区”炉头和”短滑坡”炉头所代替。
中型推钢式连续轧钢加热炉(以下简称加热炉)炉头结构多采用端出料形式。近十年来,我国热能工作者为了节能降耗对原有炉型不断地研究和改造,使我国的加热炉燃耗有明显下降。其中端出料加热炉护头的技术改造就是一个典型。我厂原550开坯加热炉全长24.824川,炉底有效面积为22.968(长)只3.596(宽)二82.59,nZ,以重油为燃料,用低压喷嘴供热,上下供热之比为4:6,以加热优质碳钢和合金钢为主,其钢锭尺寸是255x255/200/Zoox(一100 150)n,n,,锭重4201、g。该炉炉头结构先后采用过“传统”的端出料形式和“少闲区”端出料形式。1987年5月该2100433B
《油田加热炉》以油田加热炉为主线,介绍了油田不同类型加热炉的结构特点、工作原理及其设计要点和操作维护管理。为了充分了解油田加热炉,书中还补充了与加热炉相关的知识内容。全书共分十一章。第一章介绍热工基础知识,着重介绍和加热炉有关的热工知识;第二章介绍燃料与燃烧计算,介绍加热炉用的燃料知识;第三章介绍管式加热炉;第四章介绍水套加热炉;第五章介绍真空相变加热炉;第六章介绍热媒加热炉;第七章介绍加热炉燃烧器;第八章介绍油田加热炉的腐蚀与控制;第九章介绍加热炉的节能技术;第十章介绍加热炉的热力学分析;第十一章介绍加热炉的节能监测。
《油田加热炉》可供油田工程技术人员和油田加热炉管理、操作与运行人员阅读,也可作为大中专院校的参考书。
