浸涂法应用文献

 浸涂工艺制备FKM涂覆金属密封板材
浸涂工艺制备FKM涂覆金属密封板材
浸涂工艺制备FKM涂覆金属密封板材
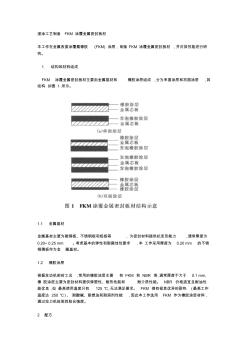
浸涂工艺制备 FKM 涂覆金属密封板材 本工作在金属表面涂覆氟橡胶 (FKM) 涂层 , 制备 FKM 涂覆金属密封板材 ,并对其性能进行研 究。 1 结构和材料组成 FKM 涂覆金属密封板材主要由金属基材和 橡胶涂层组成 ,分为单面涂层和双面涂层 ,其 结构 如图 1 所示。 1.1 金属基材 金属基材主要为碳钢板、不锈钢板和铝板等 , 为密封材料提供抗变形能力 ,通常厚度为 0.20~ 0.25 mm 。考虑基本的弹性和耐腐蚀性要求 ,本 工作采用厚度为 0.20 mm 的不锈 钢薄板作为金 属基材。 1.2 橡胶涂层 根据发动机密封工况 ,常用的橡胶涂层主要 有 FKM 和 NBR 等 ,通常厚度不大于 0.1 mm, 橡 胶涂层主要为密封材料提供弹塑性、耐热性能和 耐介质性能。 NBR 价格适宜且耐油性 能优良 ,但 最高使用温度只有 125 ℃ ,无法满足要求。
 镀锌后浸涂封闭剂对镀层性能影响的研究
镀锌后浸涂封闭剂对镀层性能影响的研究
镀锌后浸涂封闭剂对镀层性能影响的研究
为进一步提高镀锌层在不同环境下的使用性能,通过摩擦磨损试验、中性盐雾试验,发现镀锌零件在氰化镀锌后增加浸涂封闭剂工序,能有效封闭镀层表面的微孔,提高零件的抗腐蚀能力;同时能降低镀层表面的摩擦系数和摩擦力,从而抑制磨损,能有效提高镀锌层的耐磨、耐蚀性能及产品的抗变色性能,显著延长零件的使用寿命。