渐开线花键拉刀文献

 渐开线花键拉刀设计计算
渐开线花键拉刀设计计算
渐开线花键拉刀设计计算
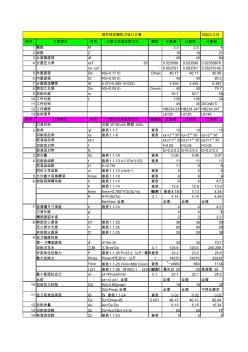
渐开线花键拉刀设计计算 1800C-216 序号 计算项目 符号 计算公式或选取方法 精度 计算例 计算例 计算例 1 模数 M 2.5 2.5 4 2 齿数 Z 16 16 21 3 分度圆直径 df 40 40 84 4 分圆压力角 α f 30 0.523599 0.523599 0.52359878 inv αf 0.053751 0.053751 0.05375149 5 外圆直径 De 46(+0.17 0) Dmax 46.17 46.17 90.06 6 内圆直径 Di 40(+0.05 0) 40 40 80.2 7 分圆弧齿槽宽 Sf 5.37(+0.085 +0.035) 5.455 5.455 6.383 8 预加工孔径 Do 40(+0.05 0) Domin 40 40 79.7 9 拉削长度 lo 50.7 50.7 50 10 工件长度 L 138 138
 内渐开线花键计算
内渐开线花键计算
内渐开线花键计算
变位系数 0 L(取分圆直径一半) 模数 2.5 实际取值 L(<=100) 齿数 20 齿向公差 l<=100 压力角 20 齿向公差 l>100 分度圆直径 50 齿向公差 l<=100 基圆直径 46.98463104齿向公差 l>100 基本齿槽宽 E 3.926990817齿向公差 精度等级 6 综合公差 λ 公差单位 1) 1.707814174综合公差 λ(取整) 公差单位 2) 0.713884694选用配合 总公差( T+λ) 114.0838238 esv 总公差( T+λ)(取整) 114 作用齿槽宽最小值 Evmin L(分圆周长一半) 78.53981634 实际齿槽宽最大值 Emax 齿距累积公差( Fp) 56.81134627作用齿槽宽最大值 Evmax 齿距累积公差( Fp) 57 实际齿槽宽最小值 Emin 齿形公式因数 3.125 齿形公差 ff 37