第3版前言
第2版前言
第1版前言
第一章焊条1
第一节焊条的分类、性能及用途1
一、焊条的发展概况1
二、焊条的组成及作用3
三、对焊条的基本要求4
四、焊条的分类10
五、焊条型号的分类及编制方法10
六、焊条牌号的分类及表示方法26
七、焊条型号与牌号的对照42
八、结构钢焊条的主要性能及用途42
九、钼及铬钼耐热钢焊条的主要性能及用途57
十、低温钢焊条的性能及用途57
十一、不锈钢焊条的性能及用途57
十二、堆焊焊条的性能及用途70
十三、铸铁焊条的性能及用途107
十四、镍及镍合金焊条的性能及用途107
十五、铜及铜合金焊条的性能及用途107
十六、铝及铝合金焊条的性能及用途119
十七、特殊用途焊条的性能及用途119
十八、新研发的焊条——承压设备用焊条及耐火
钢用焊条119
第二节焊接材料的管理127
一、焊接材料的采购及验收127
二、焊接材料的入库及保管128
三、生产过程中的管理129
第三节焊条的选用132
一、焊条选用的基本原则132
二、焊接碳钢时焊条的选用135
三、焊接低合金高强钢时焊条的选用141
四、焊接低合金耐腐蚀钢时焊条的选用144
五、焊接低温用钢时焊条的选用157
六、焊接耐热钢时焊条的选用159
七、焊接不锈钢时焊条的选用165
八、焊接9Ni钢时焊条的选用186
九、焊接奥氏体型高锰钢时焊条的选用186
十、堆焊时焊条的选用188
十一、焊接镍及镍合金时焊条的选用219
十二、焊接异种钢时焊条的选用225
第二章焊丝与焊剂246
第一节焊丝247
一、焊丝的分类247
二、实芯焊丝的牌号、型号及化学成分247
三、药芯焊丝的型号、牌号及性能317
四、对焊丝的技术要求359
第二节埋弧焊及电渣焊用焊剂380
一、焊剂的分类380
二、焊剂的型号380
三、焊剂的牌号385
四、常用焊剂的组成成分及用途390
五、对焊剂的基本要求390
第三节埋弧焊用焊剂及焊丝的选用410
一、焊剂与焊丝的选配原则410
二、低碳钢埋弧焊时焊剂及焊丝的选用410
三、低合金高强钢埋弧焊时焊剂及焊丝的选用413
四、低温钢、耐候钢埋弧焊时焊剂及焊丝的选用417
五、耐热钢埋弧焊时焊剂及焊丝的选用419
六、不锈钢埋弧焊时焊剂及焊丝的选用421
七、其他高合金钢埋弧焊时焊剂及焊丝的选用431
八、镍基耐蚀合金埋弧焊时焊剂及焊丝的选用432
九、铜及铜合金埋弧焊时焊剂及焊丝的选用436
第四节电渣焊用焊剂及焊丝的选用438
一、电渣焊用焊剂438
二、电渣焊时焊剂及焊丝的选用442
第五节气体保护焊焊接材料的选用442
一、碳钢和低合金钢气体保护焊时焊接材料的选用443
二、耐热钢气体保护焊时焊接材料的选用450
三、不锈钢气体保护焊时焊接材料的选用450
四、其他高合金钢气体保护焊时焊接材料的选用454
五、高温合金气体保护焊时焊接材料的选用465
六、镍基耐蚀合金气体保护焊时焊接材料的选用476
七、铜及铜合金气体保护焊时焊接材料的选用482
八、铝及铝合金气体保护焊时焊接材料的选用487
九、镁合金气体保护焊时焊接材料的选用496
十、钛及钛合金气体保护焊时焊接材料的选用497
十一、异种金属气体保护焊时焊接材料的选用502
第六节堆焊焊丝及焊带的选用516
一、堆焊用焊丝520
二、堆焊用焊带520
三、堆焊材料的选用520
第七节气焊焊丝与熔剂的选用531
一、气焊焊丝的选用532
二、气焊熔剂的选用532
第三章焊接用气体及其他材料534
第一节焊接用气体的基本性质及技术要求534
一、氩气(Ar)534
二、氦气(He)536
三、二氧化碳气体(CO2)537
四、氧气(O2)538
五、可燃气体539
六、氮气(N2)542
第二节焊接用气体的选用542
一、焊接方法与气体的选用543
二、被焊材料与保护性气体的选用544
第三节钨极(不熔化电极)的选用551
一、钨极的性能与分类551
二、钨极的化学成分、分类标记及选用551
第四节活性焊接法及表面活性焊接材料
(A"para" label-module="para">
一、活性剂的发展及应用情况554
二、碳钢A"_blank" href="/item/表面活性剂/5032610" data-lemmaid="5032610">表面活性剂554
三、不锈钢A"para" label-module="para">
四、铝合金A"para" label-module="para">
五、其他活性焊接法561
第四章钎料与钎剂563
第一节钎料的分类与编号563
一、钎料的基本要求563
二、钎料的分类564
三、钎料的型号和牌号的表示方法566
第二节钎料568
一、软钎料568
二、硬钎料589
三、膏状钎料630
四、非晶态钎料635
第三节钎剂638
一、钎剂的作用及其应具备的条件638
二、钎剂的分类639
三、软钎剂的成分及性能641
四、硬钎剂的成分及性能649
五、铝用钎剂的成分及性能653
六、气体钎剂659
第四节钎料与钎剂的选用665
一、钎焊碳钢、低合金钢时钎料与钎剂的选用666
二、钎焊不锈钢时钎料及钎剂的选用667
三、钎焊工具钢、硬质合金时钎料及钎剂的选用669
四、钎焊高温合金时钎料的选用669
五、钎焊铸铁时钎料及钎剂的选用676
六、钎焊铜及铜合金时钎料与钎剂的选用676
七、钎焊铝及铝合金时钎料与钎剂的选用682
八、钎焊钛及钛合金时钎料与钎剂的选用688
九、钎焊镁及镁合金时钎料与钎剂的选用688
十、钎焊锆及锆合金时钎焊材料的选用691
十一、钎焊难熔金属时钎焊材料的选用693
十二、钎焊稀有贵金属时钎焊材料的选用698
十三、钎焊非金属时钎焊材料的选用703
十四、钎焊异种金属时钎焊材料的选用708
第五章热喷涂材料712
第一节热喷涂的分类、机理及技术特点712
一、热喷涂的分类712
二、热喷涂的机理及技术特点715
第二节热喷涂材料的选用715
一、热喷涂材料的分类715
二、热喷涂材料的牌号717
三、热喷涂材料的选用原则723
四、热喷涂丝(棒)材的选用724
五、热喷涂粉末的化学成分、特性及用途724
附录764
附录A国内外主要焊接材料标准对照表764
附录B国内外常用焊条型号对照表777
附录C国内外常用焊丝型号对照表783
附录D国内外常用钎料型号对照表792
参考文献8042100433B

 金属材料选用手册
金属材料选用手册
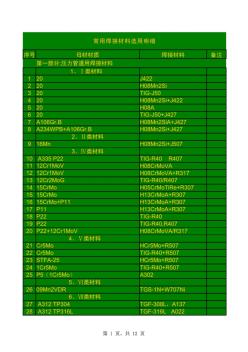 常用焊接材料选用明细
常用焊接材料选用明细