浇口:金属液从浇注系统进入铸件型腔部分的入口。
冒口:专门为起补缩作用而设置的补充部分。
浇冒口是金属在铸造工艺中所必然产生“多余”部分,在完成金属铸造成型工艺后,浇冒口就是首先要清除的部分。
在铸造生产中,铸件浇冒口的清除是一种劳动量大,自动化程度还很低的工序。
常见的铸造材料为铸铁、铸钢、铝合金、铜合金、锌镁合金等。
常见的浇冒口去除方法为物理切割方式,包括火焰、等离子、激光等的热切割方式,以及带锯、圆盘锯、铣刀等的冷切割方式。其中,后者作为常见的操作简单、成本低廉的应用方式,被广泛应用到实际生产过程中。
其中,随着技术的进步及人力成本的不断提升,市场对于铸件浇冒口自动切割机的需求日益明显。
成熟的浇冒口自动切割机应采用数控系统进行灵活编程,以适应铸件的各种复杂型号及形状;同时,对切割作业中的安全防护提出较高的要求,如防止粉屑飞溅、防止噪音污染等。
根据设备所使用的锯片的不同,常见以的浇冒口自动切割机可分为数控圆盘锯切机和数控带锯切割机两种,从结构角度来分析,这两种设备各有其优缺点。
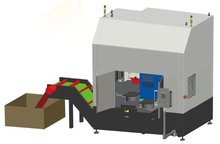
◆数控圆盘锯切机结构说明:
与普通的四轴数控机床结构相类似,锯切机由床身、壳体、圆盘锯主轴、XYZU运动机构、数控系统、工装治具、粉屑传输机构等几个主要部分组成。
床身的设计除应保证设备基础稳固外,还应符合操作者人体工学,方便操作者进行灵活的上下料。
切割操作中的安全防护由壳体来实现,应配置有安全门、观察窗、光栅等,既能方便安全的实现用户操作,又能防止粉屑飞溅及工作噪音污染。
圆盘锯主轴应具备变频调速功能,可根据操作需要灵活调整锯片转速。
XYZU运动机构是一个四轴定位结构,通过伺服电机实现精确控制,在对刀具进行运动定位的同时,工件的工装治具也做相应的随动控制,确保刀具对工件再各个角度都能实现切割操作,以此来使设备适应不同结构及尺寸规格的工件。
数控系统在编程方面应具备足够的灵活性,可应用于对不同形状工件的在线或离线编程及程序存储,采用机器人常用的试教编程方式为最佳。
工装治具是为适应特定的工件而进行个性化的仿形设计,但要做到结构简单,能够快拆快装,最大限度地为客户进行工件切换提供便利。
粉屑传输机构是将切割形成的粉屑通过传输装置进行连续送出,确保粉屑不因堆积而影响设备正常操作。
在圆锯片的材质选择方面,适应不同材质的需要,用户可选择最适和自己需求的硬质合金锯片、钨钢锯片、镶齿合金锯片、金刚石锯片等。
优缺点:
数控圆盘锯切机的优点是设备结构紧凑、工作效率高、刀具消耗小、造价成本低,缺点是仅适用于直线切割,难以适应曲线切割的需求。
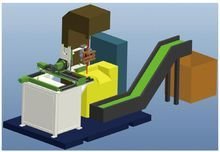
◆数控带锯切割机:
数控带锯切割机虽然在其中整合了一台带锯床,但不同于普通的带锯床。其主要组成部分为上下料机械手、高速带锯床、粉屑传输机构、安全防护间等。
上下料机械手应至少配置四轴或五轴机构,在夹持工件的同时,可在工作空间内带领工件做任意位置及任意角度的定位操作,以适应不同形状及规格工件的切割要求。
高速带锯床配有高速带锯传动系统,带锯运行速度可进行变频调速,确保带锯具有较强的切削能力。
粉屑传输机构是将切割形成的粉屑通过传输装置进行连续送出,确保粉屑不因堆积而影响设备正常操作。
出于安全防护及工作环境保护的要求,此设备需要将机械手、带锯机、粉屑传输机等相关设备集中整合到一个安全防护间中,将设备运转及人工操作进行有效的安全隔离。
优缺点:
数控带锯切割机的优点是对工件的适应性强,可用于直线及曲线的轨迹切割,但缺点工作效率低、设备造价成本高。

 切割机、切割机危险因素告知
切割机、切割机危险因素告知
 切割机
切割机