我公司引进欧洲先进技术生产的JQF系列空翻加气块切割机,具有效率高,切割精度高,自动化程度高等特点,其质量完全达到了欧洲同类产品的技术水平,部分性能指标甚至超过了国际同类产品。
-

选择特殊符号
选择搜索类型
请输入搜索
翻转吊具把模具空中翻转90度以后脱模把坯体连同模具侧板放置在切割台上,纵向切割装置通过电机带动自身行走,对放置于切割台上的坯体进行行走切割,切割完成后行走至暂停位置,横向切割装置通过电机带动自身行走到坯体中央停止后再进行水平式切割,横切架自上而下垂直降落切割直至上升复位。
翻转吊具把模具空中翻转90度以后脱模把坯体连同模具侧板放置在切割台上,纵向切割装置通过电机带动自身行走,对放置于切割台上的坯体进行行走切割,切割完成后行走至暂停位置,横向切割装置通过电机带动自身行走到坯体中央停止后再进行水平式切割,横切架自上而下垂直降落切割直至上升复位。
1.机型结构精简实用,便于安装维修;
2.坯体翻转后直立使坯体宽度为600mm,高度为1200mm,这样切割钢丝使用更短,所以不易拉断,不易飘移,切割精度高;
3.纵向切割装置是行走的(坯体在切割台上固定)完成纵向切割。水平式横切装置采用丝杆传动能保持横切架升降传动一致,保证切割精度;
4.坯体行走,加气块切割机组固定,经过不同的设备位完成不同的切割功能,因此还可以辅助配置相应的槽口加工或真空吸附机组。
5.本机型除生产砌块外还可以生产板材,而且对坯体作六面切割,所以制品质量不受模油和模具变形的影响。
6.可以再额外配置切割翻转台,用于切割完成后翻转坯体,已便于除去底板面废料,后再重新翻转回初始状态。
7.高度智能化运行及管理,采用PLC集中控制,配合名牌变频器实现整个切割过程全自动运行。
8.设备操作简单方便,该机型切割过程(翻转、纵切、横切)分别在不同工位完成,而且切割,行走控制在不一装置,因些工作得到简化,操作保养方便。
不同型号的等离子切割机工作原理大致相同,一般都分为驱动装置和切割机头箱两部分。驱动装置用来拖动割矩,由设定的驱动程序给出连续的x、Y坐标值,驱动电机按坐标变换带动割矩在工件上以恒定的速度改变位置。同时...
数控切割机就是用数字程序驱动机床运动,随着机床运动时,随机配带的切割工具对物体进行切割。这种机电一体化的切割机就称之为数控切割机。数控切割机根据切割方式的不同分为火焰切割机、等离子切割机、激光切割机等...
其工作原理就是电动机带动切割刀片,用人工控制切割速度而进行工作的。
1.机型结构精简实用,便于安装维修;
2.坯体翻转后直立使坯体宽度为600mm,高度为1200mm,这样切割钢丝使用更短,所以不易拉断,不易飘移,切割精度高;
3.纵向切割装置是行走的(坯体在切割台上固定)完成纵向切割。水平式横切装置采用丝杆传动能保持横切架升降传动一致,保证切割精度;
4.坯体行走,加气块切割机组固定,经过不同的设备位完成不同的切割功能,因此还可以辅助配置相应的槽口加工或真空吸附机组。
5.本机型除生产砌块外还可以生产板材,而且对坯体作六面切割,所以制品质量不受模油和模具变形的影响。
6.可以再额外配置切割翻转台,用于切割完成后翻转坯体,已便于除去底板面废料,后再重新翻转回初始状态。
7.高度智能化运行及管理,采用PLC集中控制,配合名牌变频器实现整个切割过程全自动运行。
8.设备操作简单方便,该机型切割过程(翻转、纵切、横切)分别在不同工位完成,而且切割,行走控制在不一装置,因些工作得到简化,操作保养方便。
我公司引进欧洲先进技术生产的JQF系列空翻加气块切割机,具有效率高,切割精度高,自动化程度高等特点,其质量完全达到了欧洲同类产品的技术水平,部分性能指标甚至超过了国际同类产品。
我公司引进欧洲先进技术生产的JQF系列空翻加气块切割机,具有效率高,切割精度高,自动化程度高等特点,其质量完全达到了欧洲同类产品的技术水平,部分性能指标甚至超过了国际同类产品。
(1)小车行走:预养好的坯体带模空中翻转90度,然后将坯体放在切割机上,由脱模机构脱去模框。然后水平切割车进行水平切割,水平切割好后,横切小车定位自上而下进行垂直切割,切割好后横切小车复位,吊起坯体,水平切割车复位。
(2)坯体行走:预养好的坯体带模空中翻转90度,然后将坯体放在切割小车上或辊道上,由脱模机构脱去模框。坯体通过小车或辊道行走进行水平切割,切割好后坯体继续前行至横切位置定位,进行横向切割,切割好后前行由行车吊走坯体。
(1)小车行走:预养好的坯体带模空中翻转90度,然后将坯体放在切割机上,由脱模机构脱去模框。然后水平切割车进行水平切割,水平切割好后,横切小车定位自上而下进行垂直切割,切割好后横切小车复位,吊起坯体,水平切割车复位。
(2)坯体行走:预养好的坯体带模空中翻转90度,然后将坯体放在切割小车上或辊道上,由脱模机构脱去模框。坯体通过小车或辊道行走进行水平切割,切割好后坯体继续前行至横切位置定位,进行横向切割,切割好后前行由行车吊走坯体。
| 序号 |
规格 |
切割前毛坯 (mm) |
切割周期 (约) |
切割能力 (m3/年) |
切割精度 (mm) |
总功率 (kw) |
设备外型尺寸(mm) |
| 1 |
4.2m |
4250×1240×650 |
6-8分钟/模 |
10万以上 |
六面切割<±2 |
25.5 |
12200×4200×5600 |
| 2 |
4.8m |
4250×1560×650 |
6-8分钟/模 |
20万以上 |
六面切割<±2 |
30 |
16000×6000×5500 |
| 3 |
6m |
6050×1540×650 |
6-8分钟/模 |
20万以上 |
六面切割<±2 |
30 |
18500×4600×5800 |
序号 | 规格 | 切割前毛坯 (mm) | 切割周期 (约) | 切割能力 (m3/年) | 切割精度 (mm) | 总功率 (kw) | 设备外型尺寸(mm) |
1 | 4.2m | 4250×1240×650 | 6-8分钟/模 | 10万以上 | 六面切割<±2 | 25.5 | 12200×4200×5600 |
2 | 4.8m | 4250×1560×650 | 6-8分钟/模 | 20万以上 | 六面切割<±2 | 30 | 16000×6000×5500 |
3 | 6m | 6050×1540×650 | 6-8分钟/模 | 20万以上 | 六面切割<±2 | 30 | 18500×4600×5800 |

 空气等离子切割机工作原理
空气等离子切割机工作原理
空气等离子切割机工作原理
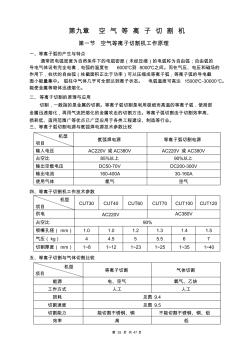
第 35 页 共 47 页 第九章 空 气 等 离 子 切 割 机 第一节 空气等离子切割机工作原理 一、等离子弧的产生与特点 通常把电弧密度为自然条件下的电弧密度(未经压缩)的电弧称为自由弧;自由弧的 导电气体设有完全电离,电弧的温度在 6000℃到 8000℃之间。而在气压、电压和磁场的 作用下,柱状的自由弧(柱截面积正比于功率)可以压缩成等离子弧,等离子弧的导电截 面小能量集中。 弧柱中气体几乎可全部达到离子状态。 电弧温度可高达 15000℃ -30000℃。 能使金属等物体迅速熔化。 二、等离子切割的原理与应用 切割,一般指的是金属的切割。等离子弧切割是利用极细而高温的等离子弧,使局部 金属迅速熔化,再用气流把熔化的金属吹走的切割方法。等离子弧切割由于切割效率高、 损耗低、适用范围广等优点已广泛应用于各类工程建设、制造等行业。 三、等离子弧切割电源与氩弧焊电源技术参数比较 四、等
 激光切割机工作原理及安全操作规程
激光切割机工作原理及安全操作规程
激光切割机工作原理及安全操作规程
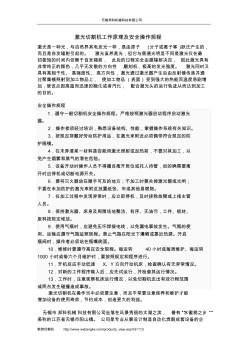
无锡邦科机械科技有限公司 数控切割机 http://www.wxbangke.com/products_view.asp?id=113 激光切割机工作原理及安全操作规程 激光是一种光,与自然界其电发光一样,是由原子 (分子或离子筝 )跃迁产生的, 而且是自发辐射引起的。 激光虽然是光,但它与普通光明显不同是激光仅在最 初极短的时间内依赖于自发辐射, 此后的过程完全由激辐射决定, 因此激光具有 非常纯正的颜色,几乎无发散的方向性 ,雕刻机,极高的发光强度。 激光同时又 具有高相干性、 高强度性、高方向性,激光通过激光器产生后由反射镜传递并通 过聚集镜照射到加工物品上, 使加工物品(表面)受到强大的热能而温度急剧增 加,使该点因高温而迅速的融化或者汽化, 配合激光头的运行轨迹从而达到加工 的目的。 安全操作规程 1.遵守一般切割机安全操作规程。严格按照激光器启动程序启动激光 器。 2.操作者
1.机型结构精简实用,便于安装维修;
2.坯体翻转后直立使坯体宽度为600mm,高度为1200mm,这样切割钢丝使用更短,所以不易拉断,不易飘移,切割精度高;
3.纵向切割装置是行走的(坯体在切割台上固定)完成纵向切割。水平式横切装置采用丝杆传动能保持横切架升降传动一致,保证切割精度;
4.坯体行走,加气块切割机组固定,经过不同的设备位完成不同的切割功能,因此还可以辅助配置相应的槽口加工或真空吸附机组。
5.本机型除生产砌块外还可以生产板材,而且对坯体作六面切割,所以制品质量不受模油和模具变形的影响。
6.可以再额外配置切割翻转台,用于切割完成后翻转坯体,已便于除去底板面废料,后再重新翻转回初始状态。
7.高度智能化运行及管理,采用PLC集中控制,配合名牌变频器实现整个切割过程全自动运行。
8.设备操作简单方便,该机型切割过程(翻转、纵切、横切)分别在不同工位完成,而且切割,行走控制在不一装置,因些工作得到简化,操作保养方便。
翻转吊具把模具空中翻转90度以后脱模把坯体连同模具侧板放置在切割台上,纵向切割装置通过电机带动自身行走,对放置于切割台上的坯体进行行走切割,切割完成后行走至暂停位置,横向切割装置通过电机带动自身行走到坯体中央停止后再进行水平式切割,横切架自上而下垂直降落切割直至上升复位。
| 序号 |
规格 |
切割前毛坯 (mm) |
切割周期 (约) |
切割能力 (m3/年) |
切割精度 (mm) |
总功率 (kw) |
设备外型尺寸(mm) |
| 1 |
4.2m |
4250×1240×650 |
6-8分钟/模 |
10万以上 |
六面切割<±2 |
25.5 |
12200×4200×5600 |
| 2 |
4.8m |
4250×1560×650 |
6-8分钟/模 |
20万以上 |
六面切割<±2 |
30 |
16000×6000×5500 |
| 3 |
6m |
6050×1540×650 |
6-8分钟/模 |
20万以上 |
六面切割<±2 |
30 |
18500×4600×5800 |