加热工具焊接文献

 高压加热给水加热器焊接性分析
高压加热给水加热器焊接性分析
高压加热给水加热器焊接性分析
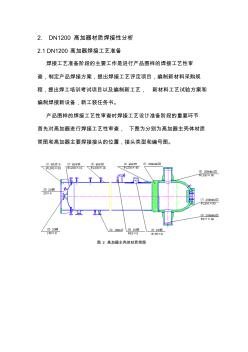
2. DN1200 高加器材质焊接性分析 2.1 DN1200 高加器焊接工艺准备 焊接工艺准备阶段的主要工作是进行产品图样的焊接工艺性审 查,制定产品焊接方案,提出焊接工艺评定项目,编制新材料采购规 程,提出焊工培训考试项目以及编制新工艺, 新材料工艺试验方案和 编制焊接新设备,新工装任务书。 产品图样的焊接工艺性审查时焊接工艺设计准备阶段的重要环节 首先对高加器进行焊接工艺性审查, 下图为分别为高加器主壳体材质 简图和高加器主要焊接接头的位置,接头类型和编号图。 图 2 高加器主壳体材质简图 图 3高加器主要焊接接头的位置,接头类型和编号图 2.2 DN1200 高加器焊接性 本产 品主要承载,承压焊缝所采用的材质为 Q345R 和 20MnMoⅢ。Q345R 和 20MnMoⅢ钢的化学成分见表 3,力学性能见 表 4。 表 3 Q345R 和 20MnMo Ⅲ化学成分 钢 种 技术标
 焊接材料24焊接工具
焊接材料24焊接工具
焊接材料24焊接工具
焊接材料24焊接工具