机械加工质量控制与检测
- 《机械加工质量控制与检测》以机械制造工艺为主线,阐述机械加工过程和装配过程中的质量控制及其检测技术。出版社是北京大学出版社。
-

选择特殊符号
选择搜索类型
请输入搜索
全书共7章,主要内容:第1章、第2章为机械加工和测量的基础知识:第3章介绍几何误差的检测;第4章介绍毛坯的类型与检测:第5章介绍典型零件加工质量控制与检测举例;第6章介绍装配质量控制与检测:第7章有22道习题,供读者练习。
绪论
第1章 加工质量控制基础
1.1 零件的使用性能与加工质量
1.1.1 零件的使用性能
1.1.2 零件加工质量
1.2 零件加工过程质量控制的影响因素
1.3 加工过程质量控制措施
1.3.1 尺寸精度控制
1.3.2 形状精度和位置精度控制
1.3.3 表面质量控制
1.4 几种典型零件的加工质量控制
1.4.1 细长轴零件的加工
1.4.2 车削螺纹的质量控制措施
1.4.3 滚齿加工的质量控制
第2章 检测技术基础
2.1 检测技术相关知识
2.1.1 基本术语
2.2 常用计量器具及选用
2.2.1 测量器具的基本类型
2.2.2 测量器具的选择
2.2.3 常用测量方法
2.3 检验误差及检验误差消除方法
2.3.1 检测方法选用要求
2.3.2 误差来源及误差消除方法
2.4 检测用具的使用常识
2.4.1 测量器具的精度保持
2.4.2 测量用基础工具(平板、方箱、角铁、V形架、垫铁等)
2.4.3 平直测量工具(样板直尺、平尺、刀口尺、塞尺)
2.4.4 角度测量量具(直角尺、万能角度尺等)
2.4.5 游标测微量具(游标卡尺、高度游标卡尺等)
2.4.6 螺旋测微量具(外径千分尺、深度千分尺、杠杆千分尺、内测千分尺等)
2.4.7 指示式测量器具(外测式、内测式、杠杆式)
2.4.8 圆柱量规、圆锥量规、螺纹规
2.4.9 螺距规、半径规(R规)、厚薄规
2.4.10 测厚仪、正弦规、跳动检测仪简介
2.5 三坐标测量机简介
2.5.1 检测技术的发展
2.5.2 三坐标测量机
2.5.3 三坐标测量原理
2.5.4 三坐标测量机的类型
2.5.5 三坐标测量机组成
第3章 几何量误差检测
3.1 几何误差类型
3.1.1 机械产品的几何误差
3.2 尺寸误差检测(直径、长度、厚度检测)
3.2.1 轴径及其误差的常见检测方法
3.2.2 孔径及其误差的常见检测方法
3.2.3 长度、厚度误差的检测
3.3 七种表面粗糙度误差检测方法
3.3.1 目视检查法
3.3.2 比较法
3.3.3 光切法
3.3.4 干涉法
3.3.5 针描法
3.3.6 印模法
3.3.7 激光测微仪检测法
3.4 角度误差检测方法
3.4.1 角度测量的内容
3.4.2 角度测量的方法
3.5 形状误差检测
3.5.1 形位误差检测原则
3.5.2 直线度误差检测方法
3.5.3 平面度误差检测方法
3.5.4 圆度误差的检测方法
3.5.5 圆柱度误差检测方法
3.5.6 线轮廓度误差的检测
3.5.7 面轮廓度误差检测方法
3.6 位置误差检测
3.6.1 平行度误差检测方法
3.6.2 垂直度误差检测方法
3.6.3 倾斜度误差检测方法
3.6.4 同轴度误差检测方法
3.6.5 跳动误差的检测方法
3.6.6 对称度测量方法
3.6.7 位置度测量方法
3.7 螺纹精度检测方法
3.7.1 用螺纹量规进行综合检测
3.7.2 三针法检测
3.7.3 螺纹常见缺陷及原因
第4章 各类毛坯的检测
4.1 轧制件(型材)的检测
4.1.1 金属材料轧制件的检测项内容
4.1.2 轧制件外观检测
4.1.3 轧制件力学性能检测
4.1.4 轧制件工艺性能试验
4.2 铸件毛坯检测
4.2.1 相关知识
4.2.2 铸件毛坯的检测内容
4.3 锻件毛坯检测
4.3.1 锻件相关概念
4.3.2 锻件的检测内容
4.4 焊接件毛坯检验
4.4.1 相关概念
4.4.2 焊接毛坯缺陷
第5章 典型零件加工质量控制与检测
5.1 丝杆
5.1.1 加工任务
5.1.2 总体分析
5.1.3 工艺分析
5.1.4 工艺过程卡
5.1.5 工序卡
5.1.6 综合检验卡
5.2 变速箱箱体
5.2.1 加工任务
5.2.2 总体分析
5.2.3 工艺分析
5.2.4 工艺过程卡
5.2.5 工序卡
5.2.6 综合检验卡
5.3 圆柱齿轮
5.3.1 加工任务
5.3.2 总体分析
5.3.3 工艺分析
5.3.4 工艺过程卡
5.3.5 工序卡
5.3.6 综合检验卡
5.4 密封套
5.4.1 加工任务
5.4.2 总体分析
5.4.3 工艺分析
5.4.4 工艺过程卡
5.4.5 工序卡
5.4.6 综合检验卡
5.5 弧形支架
5.5.1 加工任务
5.5.2 总体分析
5.5.3 工艺分析
5.5.4 工艺过程卡
5.5.5 工序卡
5.5.6 综合检验卡
5.6 球面连接杆零件加工
5.6.1 加工任务
5.6.2 总体分析
5.6.3 工艺分析
5.6.4 工艺过程卡
5.6.5 数控程序编制
5.6.6 程序输入、机床操作
第6章 装配质量控制与检测
第7章 综合练习题
参考书目
质量控制方面的东西很多你先看一下,下面的东西对你有用吗?一、质量控制:质量控制是质量管理的一部分,致力于满足质量要求。注:质量控制不是检验,而是一个确保生产出来的产品满足要求的程质量控制包括根据质量要...
施工质量控制过程包括:1、事前质量控制:2、事中质量控制:事中控制的关键是坚持质量标准,控制的重点工序质量,工作质量和质量控制点的控制。3、事后质量控制:以上三个环节是互相补充的系统过程,实际上是动态...
施工阶段监理工程师进行质量控制的依据,大体上有以下四类: 1.工程合同文件。包括工程承包合同文件、委托监理合同文件等 2.设计文件。 “按图施工”是施工阶段质量控制的一项重要原则。因此经过批准...

 机械加工质量控制计划
机械加工质量控制计划
机械加工质量控制计划
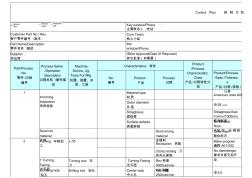
Core Team: 核心小组 key window/Phone :Supplier : 供应商: Material type 材质 American code:AIS Outer diameter 外径 Ф28 -0.03 Striagtness 直线度 Striagtness than 0.5mm/1000mm 弯曲程度Surface defects 表面缺陷 No Scratch, Rust... 无拉伤、无锈斑Send out material 发料 Send wrong material 发错料 Color mark 颜色标识 2 Turning 车削加 工 L-35 Revolution 转数 Make program 编程 A01-002 Clamp tooling 刀 具夹头紧固 No disentangle 要求夹紧无松开 动1.Turning Facing 光平面 Tu
 机械加工质量
机械加工质量
机械加工质量
第三章 机械加工表面质量 第一节 概 述 评价零件是否合格的质量指标除了机械加工精度外,还有机械加工表面质量。机械加工 表面质量是指零件经过机械加工后的表面层状态。探讨和研究机械加工表面,掌握机械加工 过程中各种工艺因素对表面质量的影响规律,对于保证和提高产品的质量具有十分重要的意 义。 一 机械加工表面质量的含义 机械加工表面质量又称为表面完整性,其含义包括两个方面的内容: 1.表面层的几何形状特征 表面层的几何形状特征如图 3- 1所示,主要由以下几部分组成: ⑴ 表面粗糙度 它是指加工表面上较小间距和峰谷所组成的微观几何形状特征,即加工 表面的微观几何形状误差,其评定参数主要有轮廓算术平均偏差 Ra或轮廓微观不平度十点平 均高度 Rz; ⑵ 表面波度 它是介于宏观形状误差与微观表面粗糙度之间的周期性形状误差,它主要 是由机械加工过程中低频振动引起的,应作为工艺缺陷设法消除。 ⑶ 表面
贵州航天职业技术学院机械工程系机械制造专业,副教授、工程师,作品《车铣工艺学》《机械加工质量控制与检测》,《机械加工质量控制与检测》。 2100433B
本书第2版是按照教育部普通高等教育“十二五”国家级教材规划,根据机械加工行业的产品零件 加工质量控制和质量过程管理这两个大类专业的需要而修订编写的教材。 全书共七章,第0章绪论,概略介绍加工质量控制与检验测量;第1章简略介绍加工过程质量的影 响因素、质量控制措施;第2章简介检测技术基础,主要介绍检验误差及检验误差消除方法,检测用具 的使用常识等;第3章主要说明在企业中,几何量误差的分项检测实用方法;第4章主要列出型材、铸、 锻、焊件四类毛坯的检测内容、项目和方法;第5章是生产中的几种典型零件加工质量控制与检测示例; 第6章为装配质量控制与检测内容,数控机床的验收检测项目等;第7章列出综合练习题库———典型任 务和零件图,便于学员学有所用的针对练习载体。 本书不仅供高等职业院校机电专业师生使用,同时可作为企业质检人员的岗位培训用书,也可作为 高等院校机械类专业、质量过程管理专业的教材;对于机械制造业工程技术人员、计量检测人员及质量 管理相关人员,也是一份实用方便的参考资料。
绪论
第1章加工质量控制基础
11零件的使用性能与加工质量
12零件加工过程质量控制的影响因素
13加工过程质量控制措施
14典型零件的加工质量控制
第2章检测技术基础
21检测技术相关知识
22检验误差及检验误差消除方法
23常用测量器具及选用
24检测用具的使用常识
25三坐标测量机简介
第3章几何量误差检测
31几何误差类型
32长度尺寸误差检测
33七种表面粗糙度误差检测方法
34角度误差检测方法
35形状误差检测
36位置误差检测
37螺纹精度检测方法
第4章毛坯的类型与检测
41原材料的检测
42铸件检测与质量控制
43锻件检测与质量控制
44焊接件毛坯检验
第5章典型零件加工质量控制与检测
51丝杆
52变速箱箱体
53圆柱齿轮
54密封套
55弧形支架
56球面连接杆零件加工
第6章装配质量控制与检测
61装配检验概念
62装配检测基础
63卧式车床装配精度检测
64升降台式铣床装配精度检测
65加工中心装配精度检测
66数控机床的订购与验收
第7章综合练习题
71轴 72长销 73锥度心轴 74滑动轴
75定位销 76传动轴 77尾座主轴 78套
79固定套 710衬套 711定位套 712带键衬套
713锥孔法兰盘 714外套 715分度盘 716动块
717夹板 718拨杆 719丝杆 720汽门摇臂轴支座
721推动架 722角型轴承箱 723轴承座 724弹簧套筒
725薄板支架
参考书目