第1篇一般设计资料
第1章常用基础资料和公式1-3
1常用资料和数据1-3
2法定计量单位和常用单位换算1-13
2.1法定计量单位1-13
2.2常用单位换算1-31
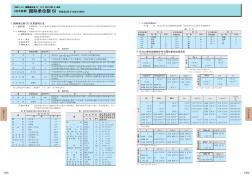
3优先数和优先数系1-39
3.1优先数系(摘自GB/T 321—2005、GB/T 19763—2005)1-39
3.2优先数的应用示例1-42
4数表与数学公式1-45
4.1数表1-45
4.2物理科学和技术中使用的数学符号(摘自GB 3102.11—1993)1-47
4.3数学公式1-53
5常用力学公式1-100
5.1运动学、动力学基本公式1-100
5.2材料力学基本公式1-112
5.3接触应力1-169
5.4动荷应力1-173
5.5厚壁圆筒、等厚圆盘及薄壳中的应力1-177
5.6平板中的应力1-182
5.7压杆、梁与壳的稳定性1-190
第2章铸件设计的工艺性和铸件结构要素1-203
1铸造技术发展趋势及新一代精确铸造技术1-203
2常用铸造金属的铸造性和结构特点1-212
3铸件的结构要素1-217
4铸造公差(摘自GB/T 6414—1999)1-222
5铸件设计的一般注意事项(摘自JB/ZQ 4169—2006)1-223
6铸铁件(摘自JB/T 5000.4—2007)、铸钢件(摘自JB/T 5000.6—2007)、有色金属铸件(摘自JB/T 5000.5—2007)等铸件通用技术条件1-231
第3章锻造、冲压和拉深设计的工艺性及结构要素1-233
1锻造1-233
1.1金属材料的可锻性1-233
1.2锻造零件的结构要素(摘自GB/T 12361—2003、JB/T 9177—1999)1-234
1.3锻件设计注意事项1-239
1.4锻件通用技术条件(碳素钢和合金结构钢)(摘自JB/T 5000.8—2007)1-241
2冲压1-241
2.1冷冲压零件推荐用钢1-241
2.2冷冲压件的结构要素1-242
2.3冲压件的尺寸和角度公差、形状和位置未注公差(摘自GB/T 13914、13915、13916—2013)、未注公差尺寸的极限偏差(摘自GB/T 15055—2007)1-246
2.4冷挤压件结构要素1-252
2.5冷冲压、冷挤压零件的设计注意事项1-254
3拉深1-257
3.1拉深件的设计及注意事项1-257
3.2无凸缘圆筒形件的拉深(JB/T 6959—2008)1-259
3.3有凸缘圆筒形件的拉深1-260
3.4无凸缘椭圆形件的拉深1-262
3.5无凸缘盒形件的拉深1-264
4压边(JB/T 6959—2008)1-265
4.1压边拉深的条件1-265
4.2压边载荷的计算1-266
4.3压边方式的选择1-266
4.4压机能力的选择1-266
5模具结构设计(JB/T 6959—2008)1-266
5.1模具的结构形式1-266
5.2模具的圆角半径1-267
5.3模具间隙的确定1-267
第4章焊接和铆接设计工艺性1-268
1焊接1-268
1.1金属常用焊接方法分类、特点及应用1-268
1.2金属的可焊性1-272
1.3焊接材料及其选择1-278
1.4焊缝1-352
1.5焊接结构的一般尺寸公差和形位公差(摘自GB/T 19804—2005)1-392
1.6钎焊1-395
1.7塑料焊接1-408
1.8焊接结构设计注意事项1-409
2铆接1-415
2.1铆接设计注意事项1-415
2.2型钢焊接接头尺寸、螺栓和铆钉连接规线、最小弯曲半径及截切1-416
3焊接件通用技术条件(摘自JB/T 5000.3—2007)1-425
第5章零部件冷加工设计工艺性与结构要素1-427
1金属材料的切削加工性1-427
2一般标准1-430
3冷加工设计注意事项1-441
4切削加工件通用技术条件(重型机械)(摘自JB/T 5000.9—2007)1-452
第6章热处理1-455
1钢铁热处理1-455
1.1铁-碳合金平衡图及钢的结构组织1-455
1.2热处理方法分类、特点和应用1-457
1.3常用材料的热处理1-477
1.4如何正确地提出零件的热处理要求1-496
1.5热处理对零件结构设计的要求1-519
2有色金属热处理1-529
2.1有色金属材料热处理方法及选用1-529
2.2铝及铝合金热处理1-530
2.3铜及铜合金热处理1-533
2.4钛及钛合金热处理1-534
2.5镁合金的热处理1-535
第7章表面技术1-538
1表面技术的分类和功能1-538
1.1表面技术的含义和分类1-538
1.2表面技术的功能1-539
2不同表面技术的特点1-542
2.1表面技术的特点与应用1-542
2.2各种薄膜气相沉积技术的特点对比1-550
3机械产品表面防护层质量分等分级(JB/T 8595—1997)1-551
3.1技术要求1-552
3.2试验方法1-553
3.3检验规则1-553
3.4试验结果的判断及复试要求1-553
4电镀1-554
5复合电镀1-559
6(电)刷镀1-561
7纳米复合电刷镀1-565
8热喷涂1-568
9塑料粉末热喷涂1-579
10钢铁制件粉末镀锌(摘自JB/T 5067—1999)1-583
11化学镀、热浸镀、真空镀膜1-584
12化学转化膜法(金属的氧化、磷化和钝化处理)和金属着色处理1-585
13喷丸、滚压和表面纳米化1-587
14高能束表面强化技术1-590
15涂装1-597
16复合表面技术1-610
16.1以增强耐磨性为主的复合涂层1-610
16.2以增强耐蚀性为主的复合涂层1-625
16.3以增强固体润滑性为主的复合涂层1-632
16.4以提高疲劳强度等综合性能的表面复合涂层1-642
17陶瓷涂层1-643
18表面技术的设计选择1-646
18.1表面(复合表面)技术设计选择的一般原则1-646
18.2涂覆层界面结合的类型、原理和特点1-649
18.3镀层和不同材料相互接触时的接触腐蚀等级1-651
18.4镀层厚度系列及应用范围1-652
18.5不同金属及合金基体材料的镀覆层的选择1-658
18.6表面处理的表示方法1-659
19有色金属表面处理1-662
19.1铝及铝合金的氧化与着色1-662
19.2镁合金的表面处理1-665
第8章装配工艺性1-668
1装配类型和方法1-668
2装配工艺设计注意事项1-668
3转动件的平衡1-677
3.1基本概念1-677
3.2静平衡和动平衡的选择1-678
3.3平衡品质的确定(摘自GB/T 9239.1~9239.2—2006)1-678
3.4转子许用不平衡量向校正平面的分配(摘自GB/T 9239.1~9239.2—2006)1-680
3.5转子平衡品质等级在图样上的标注方法(参考)1-682
4装配通用技术条件(摘自JB/T 5000.10—2007)1-683
4.1一般要求1-683
4.2装配连接方式1-683
4.3典型部件的装配1-684
4.3.1滚动轴承1-684
4.3.2滑动轴承1-685
4.3.3齿轮与齿轮箱装配1-687
4.3.4带和链传动装配1-687
4.3.5联轴器装配1-688
4.3.6制动器、离合器装配1-688
4.4平衡试验及其他1-688
4.5总装及试车1-689
5配管通用技术条件(摘自JB/T 5000.11—2007)1-689
第9章工程用塑料和粉末冶金零件设计要素1-693
1工程用塑料零件设计要素1-693
1.1塑料分类、成形方法及应用1-693
1.2工程常用塑料的选用1-694
1.3工程用塑料零件的结构要素1-695
1.4塑料零件的尺寸公差和塑料轴承的配合间隙1-696
1.5工程用塑料零件的设计注意事项1-697
2粉末冶金零件设计要素1-700
2.1粉末冶金的特点及主要用途1-700
2.2粉末冶金零件最小厚度、尺寸范围及其精度1-700
2.3粉末冶金零件设计注意事项1-700
第10章人机工程学有关功能参数1-703
1人体尺寸百分位数在产品设计中的应用1-703
1.1人体尺寸百分位数的选择(摘自GB/T 12985—1991)1-703
1.2以主要百分位和年龄范围的中国成人人体尺寸数据(摘自GB/T 10000—1988)1-705
1.3工作空间人体尺寸(摘自GB/T 13547—1992)1-711
1.4工作岗位尺寸设计的原则及其数值(摘自GB/T 14776—1993)1-714
1.4.1工作岗位尺寸设计1-716
1.4.2工作岗位尺寸设计举例1-718
2人体必需和可能的活动空间1-720
2.1人体必需的空间1-720
2.2人手运动的范围1-720
2.3上肢操作时的最佳运动区域1-720
2.4腿和脚运动的范围1-720
3操作者有关尺寸1-721
3.1坐着工作时手工操作的最佳尺寸1-721
3.2工作坐位的推荐尺寸1-722
3.3运输工具的坐位及驾驶室尺寸1-723
3.4站着工作时手工操作的有关尺寸1-723
4手工操作的主要数据1-724
4.1操作种类和人力关系1-724
4.2操纵机构的功能参数及其选择1-726
5工业企业噪声有关数据1-728
6照明1-729
7综合环境条件的不同舒适度区域和振动引起疲劳的极限时间1-729
8安全隔栅及其他1-730
8.1安全隔栅1-730
8.2梯子(摘自GB 4053.1,4053.2—2009)及防护栏杆(摘自GB 4053.3—2009)1-731
8.3倾斜通道1-733
第11章符号造型、载荷、材料等因素要求的零部件结构设计准则1-734
1符合造型要求的结构设计准则1-734
2符合载荷要求的结构设计准则1-735
3符合公差要求的结构设计准则1-740
4符合材料及其相关因素要求的结构设计准则1-742
第12章装运要求及设备基础1-749
1装运要求1-749
1.1包装通用技术条件(摘自JB/T 5000.13—2007)1-749
1.2有关运输要求1-750
2设备基础设计的一般要求1-752
2.1混凝土基础的类型1-752
2.2地脚螺栓1-753
2.3设备和基础的连接方法及适应范围1-754
3垫铁种类、型式、规格及应用1-756
第13章机械设计的巧(新)例与错例1-758
1巧(新)例1-758
1.1利用差动螺旋和锥面摩擦实现用一个手轮完成粗动和微动调节1-758
1.2多头螺纹半自动车床1-759
1.3中华世纪坛传动方案设计1-760
1.4增力离心离合器1-762
1.5利用陀螺效应改进搅拌设备1-764
1.6磁悬浮列车1-765
1.7超磁致伸缩材料1-766
1.8新巧减速器与无级变速器结构1-768
1.8.1MPS型单级行星减速器1-768
1.8.2四级组合行星减速器1-770
1.8.3QHJLM4000型起重机回转减速器1-771
1.8.4日本RV型减速器1-772
1.8.5新颖NN型少齿差传动带轮减速器1-773
1.8.6紧凑型摆线—NGW组合行星减速器1-774
1.8.7平衡式少齿差减速器1-775
1.8.8二级NGWN行星传动轴装式减速器1-776
1.9新巧无级变速器结构1-777
1.9.1蜗轮—NGW行星传动差动无级变速器1-777
1.9.2NGW行星变速器1-777
1.9.3蜗轮—NW行星传动无级变速器1-779
1.10新颖扭矩加载器(用于封闭功率流传动试验台)1-780
1.10.1二级NGWN行星传动电动同步扭矩加载器1-780
1.10.2谐波传动内藏扭力杆式电动同步扭矩加载器1-781
1.11意大利SERVOMECH公司新型电动推杆1-782
1.11.1蜗轮传动电动推拉杆1-782
1.11.2带过载保护的蜗轮传动电动推拉杆1-783
1.11.3同步带传动电动推拉杆1-783
1.12一种电动推拉杆的行程控制装置1-784
1.13小型化、轻量化的结构1-785
1.13.1利用摆线减速滚筒的输送机1-785
1.13.2改变传动系统改进立式辊磨机(利用锥齿轮—行星齿轮减速器代替锥齿轮—圆柱齿轮减速器)1-785
1.14延长寿命的结构——采用新型非零变位锥齿轮提高齿轮强度和寿命1-787
1.15减小噪声与污染的结构——卧式螺旋污泥脱水机带式无级差速器1-788
1.16直角坐标钻臂的工作装置1-789
1.17单件小批大型活塞环(涨圈)粗加工尺寸的确定1-789
1.18陀螺效应对飞轮轴强度的影响1-794
1.19整机的合理布局1-796
1.20现代轿车自动变速器系统1-798
2错例1-801
2.1引进柴油发动机变螺距气阀弹簧的改进设计1-801
2.2油田抽油机结构改进设计1-802
2.32Z-X型少齿差减速器无轴向定位1-802
2.4麦芽翻拌机少齿差减速器工艺差、结构笨重1-803
2.5双内啮合二齿差行星减速器设计不当1-804
2.6十字轴式万向联轴器(简称万向轴)十字轴总成结构1-805
2.7计算公式可简化的例子1-805
2.8物料抛掷的阻力系数1-806
2.9架空索道承载索滚子链的蠕动1-807
2.10几种不宜用泵串联的问题1-808
2.11板链式输送机串联的设计错误1-809
2.12转运站位置设置的问题1-810
2.13林木生物质粉碎机创新设计1-810
2.14钛液泵轴封的失效原因及改进设计1-811
2.15齿轮减速机构高速轴无法运行1-813
2.16柴油发电机组隔振系统的自激振荡1-813
2.17交变载荷使橡胶联轴器破损1-814
2.18机车轮对拆装时易损伤车轴和轮毂1-814
2.19某电子保险锁结构的改进设计1-815
2.20ZJ-400罗茨真空泵的设计改进1-816
2.21改进设计的J28型3.3m煤气炉1-817
2.22回路构成不合理1-818
2.23重载下的锁紧回路振动1-819
2.24液控单向阀的泄压方式不合理1-819
2.25拉弯机的液压系统1-820
2.26换向回路没注意滑阀的过渡机能1-820
第14章介绍一种新的计算方法——新微分算子法研究机械振动1-822
参考文献1-828 2100433B

 机械设计及其理论毕业设计外文翻译资料
机械设计及其理论毕业设计外文翻译资料