一种高透明厚型聚酯薄膜专利目的
《一种高透明厚型聚酯薄膜》所要解决的技术问题是:提供一种厚度在125微米-500微米之间、具有高透明性、低雾度的、爽滑性好、易加工的高透明厚型聚酯薄膜。
一种高透明厚型聚酯薄膜技术方案
《一种高透明厚型聚酯薄膜》所述聚酯薄膜由低结晶速率的共聚酯经双向拉伸而得到,所述薄膜的厚度为125微米~500微米,透光率≥88.0%,雾度≤2.4%,薄膜中含有纳米级、亚纳米级和微米级的添加剂,微米级添加剂占添加剂总重量的2~50%。
上述高透明厚型聚酯薄膜,所述添加剂中0.001微米~0.02微米之间的粒子占添加剂总重量的30%~98%,0.1微米~0.50微米之间的粒子占添加剂总重量的0%~50%,0.8~3.0微米之间的粒子占添加剂总重量的2~50%。
上述高透明厚型聚酯薄膜,所述低结晶速率的共聚酯为乙二醇、聚乙二醇、丙二醇、1,4-环己烷二甲醇中的一种或两种以上的醇与间苯二甲酸、对苯二甲酸、2,6-萘二甲酸中的一种或两种以上的酸共聚形成的共聚酯。
上述高透明厚型聚酯薄膜,所述低结晶速率的共聚酯中的间苯二甲酸占二元酸摩尔含量为0.5mol%~15mol%。
上述高透明厚型聚酯薄膜,所述低结晶速率的共聚酯中的1.4-环己烷二甲醇占二元醇的摩尔含量为0.5mol%~12mol%。
上述高透明厚型聚酯薄膜,所述添加剂为二氧化硅、二氧化钛、三氧化二铝、高岭土、碳酸钙、硫酸钡、聚丙烯酸酯甲酯或聚苯乙烯。
聚酯薄膜由聚酯原料切片经过拉伸而得到,《一种高透明厚型聚酯薄膜》中,为了生产厚度为125微米~500微米的聚酯薄膜,并且保证这种厚型薄膜的透光率≥88.0%,雾度≤2.4%,如果使用普通PET聚酯切片,由于其结晶速率高而造成薄膜在铸片、拉伸后的透光率大大降低、雾度值大幅度提高,使膜的光学性能遭到很大的破坏,所以《一种高透明厚型聚酯薄膜》薄膜在生产时采用可降低PET结晶速率的共聚酯。
在《一种高透明厚型聚酯薄膜》中采用的可降低PET结晶速率的共聚酯,可以为乙二醇、聚乙二醇、丙二醇、1,4-环己烷二甲醇中的一种或两种以上的二元醇与间苯二甲酸、对苯二甲酸、2,6-萘二甲酸中的一种或两种以上的二元酸共聚形成的共聚酯。
在《一种高透明厚型聚酯薄膜》所选用的二元醇,可以是乙二醇、1.4-环己烷二甲醇、聚乙二醇、丙二醇中的一种或两中以上的醇,优选乙二醇和1.4-环己烷二甲醇。其中在乙二醇和1.4-环己烷二甲醇中,优选1.4-环己烷二甲醇占二元醇的摩尔含量为0.5%~12%,当1.4-环己烷二甲醇的摩尔含量大于12%时,使得薄膜的结晶性较差,不能保持结晶结构或结构不牢固,因而造成膜的耐热性差、热收缩偏大。
《一种高透明厚型聚酯薄膜》中,所采用的二元酸可以是间苯二甲酸、对苯二甲酸、2.6-萘二甲酸中的一种或两种以上的二元酸,优选间苯二甲酸与对苯二甲酸。随着间苯二甲酸含量的增加,共聚酯的玻璃化转变温度会降低.冷结晶温度会明显提高,熔点降低。这主要是由于分子链中引入了间苯二甲酸,使原有规整的PET大分子链的规整性降低,分子链段解冻所需的能量会降低,从而导致玻璃化转变温度降低。同时由于规整性降低,分子链排入晶格需要更多的活化能,只有在较高的温度下才能结晶,即结晶温度升高.并且所得到的结晶结构的规整度差.表现为结晶结构的墒值较高。间苯二甲酸的引入使共聚酯的结晶速率及球晶生长速率明显降低.但对球晶的形态及生长机理并无明显的影响。其中,间苯二甲酸占二元酸的摩尔含量为0.5~25%,当间苯二甲酸含量大于25%时,使得薄膜的结晶性较差,不能保持结晶结构或结构不牢固。因而膜的耐热性差,热收缩偏大。当间苯二甲酸含量低于0.5%时,共聚酯晶体内几乎没有间苯成分存在,起不到降低结晶速率的作用。
《一种高透明厚型聚酯薄膜》所采用的可降低结晶速率的共聚酯,可以是一种或几种低结晶速率共聚酯的混合物。例如可以是含有1.4-环己烷二甲醇(CHDM)低结晶速率的共聚酯或含有间苯二甲酸(IPA)低结晶速率的共聚酯单独使用也可以混合使用。随着具有环状结构和不同熔点的齐聚物含量的增加,共聚酯的熔融结晶温度向低温偏移,结晶温度区域逐渐变宽、半结晶周期增大,结晶速率降低。
《一种高透明厚型聚酯薄膜》所述低结晶速率的共聚酯的熔点为220℃~254.5℃,其冷结晶温度为150℃~200℃。采用这种共聚酯生产的厚度为125微米-500微米、透光率≥88.0%,雾度≤2.4%的厚型薄膜在应用于对光学性能要求较高的中大型平板显示屏中的保护膜、反射膜、扩散膜等时,需要是薄膜保持良好的运行性能和收卷性能。为使这种厚型薄膜达到良好的运行性能和收卷性能,需要增加薄膜的表面粗糙度,《一种高透明厚型聚酯薄膜》通过在膜中加入添加剂来增加膜的表面粗糙度,所述添加剂是由纳米级粒子、亚纳米级粒子和微米级粒子组成的混合添加剂,其中,微米级粒子占添加剂总重量的2~50%。
《一种高透明厚型聚酯薄膜》所采用的添加剂可以为二氧化硅、硫酸钡、碳酸钙、有机硅、聚苯乙烯、聚甲基丙烯酸甲酯、二氧化钛、三氧化二铝、高岭土等爽滑粒子。优选二氧化硅、二氧化钛、三氧化二铝、高岭土、碳酸钙、硫酸钡、聚甲基丙烯酸甲酯或聚苯乙烯。
《一种高透明厚型聚酯薄膜》的厚型聚酯薄膜,可以是单层结构,也可以是包括基层和表层的二层/多层结构。
《一种高透明厚型聚酯薄膜》中,在单层结构薄膜、两层/多层结构薄膜的表层中含有粒径为0.001微米~5微米的一种或多种不同粒径、不同种类的添加剂粒子,其中0.001微米~0.02微米之间的粒子占添加剂总重量的30%~98%,0.1微米~0.50微米之间的粒子占添加剂总重量的0%~50%,0.8微米~3.0微米之间的粒子占添加剂总重量的2~50%。
《一种高透明厚型聚酯薄膜》中,在单层结构薄膜、两层/多层结构薄膜的表层中的添加剂的含量为80ppm~1500ppm,优选100ppm~1200ppm。在两层/多层结构薄膜的基层中,所有的添加剂为纳米级添加剂,含量为10ppm~800ppm,优选20ppm~600ppm。
《一种高透明厚型聚酯薄膜》中,在两层/多层结构薄膜的基层中应用纳米添加剂粒子,主要是因为纳米粒子比可见光的波长相对要小,它起不到遮光的效果,增加了聚酯薄膜的透光率,提高聚酯薄膜尺寸稳定性,使膜的表面细腻。但是它添加过多,由于纳米效应,聚酯的结晶度会提高,这又会造成厚型薄膜的雾度值提高。为了更好地控制厚型薄膜在加工过程中的结晶速率(膜的透光率与雾度值),《一种高透明厚型聚酯薄膜》中在添加纳米级添加剂粒子的同时,又添加了亚纳米级添加剂的粒子(0.1微米~0.50微米),这样既可以控制结晶速率,又在光线通过时,不会阻挡光的通过,同时使厚型薄膜具有高的透光率与清晰度。
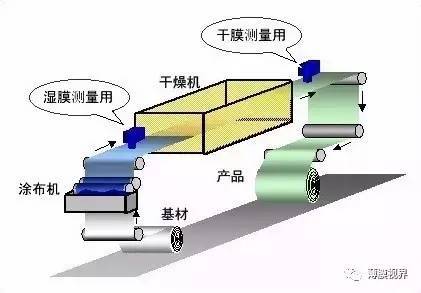
《一种高透明厚型聚酯薄膜》所述厚型聚酯薄膜,可以通过下述方法来制备:
1.将混合好的基材层聚酯原料切片和表层聚酯原料切片,送入相应挤出系统熔融挤出;
2.基材层和表层熔体经共挤模头,在转动的冷却辊上形成多层的无定型的聚酯铸塑厚片;
3.将冷却后的厚片预热后,纵向拉伸3.0~4.0倍;
4.将纵向拉伸后的膜片预热后,横向拉伸3.0~4.5倍;
5.将拉伸后的薄膜热定型,冷却后收卷,得到厚型高透明聚酯薄膜。
上述制备方法的聚酯切片的熔融挤出温度可以为240℃~300℃,热定型温度可以为160℃~240℃。
一种高透明厚型聚酯薄膜改善效果
《一种高透明厚型聚酯薄膜》提供的厚型聚酯薄膜,厚度为150微米-500微米,透明度高(透光率≥88.5%,雾度≤2.4%),具有良好的尺寸稳定性、耐化学性以及很好的加工性,可以广泛应用于不同的行业,特别是对光学性能要求较高的中大型平板显示屏中的保护膜、反射膜、扩散膜等以及胶片、喷绘、标签、窗膜要求的膜。

 聚酯薄膜冲孔过程的仿真分析研究
聚酯薄膜冲孔过程的仿真分析研究