集装箱制造系统与调漆喷涂装备互联互通技术要求主要内容文献

 简述集装箱制造工艺流程
简述集装箱制造工艺流程
简述集装箱制造工艺流程
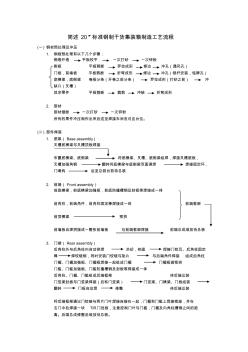
简述 20’标准钢制干货集装箱制造工艺流程 (一 ) 钢材预处理及冲压 1. 钢板预处理有以下几个步骤: 钢卷开卷 平板校平 一次打砂 一次锌粉 侧板 平板剪断 罗拉成形 修边 冲孔(通风孔) 门板,前墙板 平板剪断 折弯成形 修边 冲孔(锁杆安装,铭牌孔) 底横梁,底侧梁 卷板分条(开卷之前分条) 罗拉成形(打砂之前) 冲 缺口(叉槽) 其余零件 平板剪断 裁剪 冲缺 折弯成形 2. 型材 型材锯断 一次打砂 一次锌粉 所有的零件冲压制作出来后送至焊接车间各对应台位。 (二 ) 部件焊装 1. 底架( Base assembly) 叉槽底横梁与叉槽顶板焊接 布置底横梁、底侧梁 将底横梁、叉槽、底侧梁组焊,焊接叉槽底板, 叉槽加强角钢 翻转将底横梁与底侧梁双面满焊 焊接固定环, 门绳钩 运至总装台前待总装 2. 前端( Front assembly) 前底横梁,前底横梁加强板,前底防撞槽钢
 (完整版)集装箱板房技术要求
(完整版)集装箱板房技术要求
(完整版)集装箱板房技术要求
1 集装箱板房技术要求 1 总体要求 1.1 箱房高度:全高 2.8 米,净空不低 2.45 米。 1.2 外立面做成 3X6米方框。方框颜色同彩板。 1.3 电管及线槽采用国标产品。 1.4 楼梯踏步宽: 300mm 高:150-160mm ,不锈钢栏杆。 踢面用板材封堵。 楼梯表面为符合木地板材质。 (单计) 1.5 窗外加防盗网。 (单计 ) 1.6 一楼空调安装:砖砌支墩。二楼空调安装位置:加长连接管。不含在 本合同中,仅作说明。 1.7 门窗上口平齐。窗台高约 800。 1.8 板房之间上下左右需固定。 2 材质要求 2.1 墙板: 75mm厚岩棉彩钢板,彩钢板厚 0.5mm。 2.2 顶棚四边方钢管: 100mmX100mmX2mm镀锌。 2.3 地面龙骨:主龙骨 50X100mm、次龙骨 40X80mm镀锌管 2.4 地面大芯板: 15mm厚。 2.5 窗:塑钢平开窗,