冷墩压铆螺母
- 冷墩压铆螺母是应用于薄板或钣金上的一种螺母。
-

选择特殊符号
选择搜索类型
请输入搜索
.板材背面保持完全嵌平;
.小而精巧,广泛应用于精密电子电器产品或精密设备;
.高抗扭矩阻力;
.装备方便,只需压铆
.规格系列化,能满足多种设计要求;
压铆螺母没有统一的国家标准,最早的压铆螺母来自美国的生产商,被机箱机柜、钣金业被接受。2100433B
,也叫太阳花螺母,也可称花齿螺母,外形呈圆形,一端带有压花齿及导向槽。其原理是通过压花齿压入钣金的预置孔内,一般是预置孔的孔径略小于压铆螺母的压花齿外径,通过压力使压铆螺母的花齿挤入板内,导致孔的的周边产生塑性变形,变形物被挤入导向槽,从而产生锁紧的效果。
你好,冷墩压铆螺母的价格参考: 深圳市世力达电子五金有限公司 产品规格 SP-M5-2 0.15元 深圳市卓远达五金有限公司...
据我所知,冷墩花齿压铆螺母的价格一般在40元左右,具体报价如下: 1、东莞市大朗天焱五金制品厂,品牌:天焱,报价:42.00元/包 2、深圳市伟轶精密五金制品有限公司,品牌:伟轶五金,报价:32.00...
第一个问题,首先说一下,这个压铆螺母跟拉铆螺母都属于五金紧固件,都属于铆接件的一种,压铆螺母是压铆机上用的,压铆螺母都是压铆机或者压力机啥的,直接机子上使用的,一般板子比较厚,而拉铆铆母是用拉铆枪啥的...
1.S系列冷墩压铆螺母采用冷墩线材10B21,经热处理加硬后表面处理。CLS系列冷墩压铆螺母采用304不锈钢,表面钝化处理,盐雾可在120H
2.低碳钢板材硬度必须小于70RB,不锈钢板硬度必须小于80RB。
3.使用时必须根据板材厚度和螺母规格才能确定A尺寸及对应的尾部号Z,用户根据板材厚度依据表中尾部号选择。
4.板材孔径尺寸要精确控制,按0±0.075的公差尺寸加工,最好是冲孔,螺母一般应从板材的“断开”面安装。
5.安装过程一般通过“压铆”作业实现,绝不能冲击敲入。
产品型号及意义
S-M2.5-0/1/2
S-M3-0/1/2
S-M4-0/1/2
S-M5-0/1/2
S-M6-0/1/2
S-M8-1/2
其中S代表压铆螺母是铁材质的,M表示是牙纹,-后面的0\1\2代表产品的最小板厚


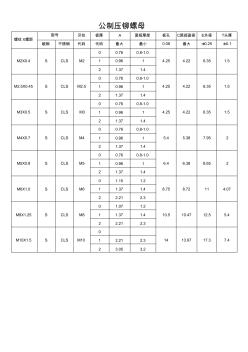 压铆螺母尺寸表
压铆螺母尺寸表
压铆螺母尺寸表
牙纹 板厚 A 面板厚度 板孔 C尾部直径 E外径 T头厚 碳钢 不锈钢 代码 代码 最大 最小 0.08 最大 ±0.25 ±0.1 0 0.76 0.8-1.0 1 0.96 1 2 1.37 1.4 0 0.76 0.8-1.0 1 0.96 1 2 1.37 1.4 0 0.76 0.8-1.0 1 0.96 1 2 1.37 1.4 0 0.76 0.8-1.0 1 0.96 1 2 1.37 1.4 0 0.76 0.8-1.0 1 0.96 1 2 1.37 1.4 0 1.15 1.2 1 1.37 1.4 2 2.21 2.3 0 1.07 1.2 1 1.37 1.4 2 2.21 2.3 0 1 2.21 2.3 2 3.05 3.2 公制压铆螺母 CLS CLS CLS M2.5 型号 M2X0.4 S CLS M8X1.25 M10X1.5 M2 M2.5X0.
 压铆螺母标准件常用速查表
压铆螺母标准件常用速查表
压铆螺母标准件常用速查表
规格 代码 适合板厚 min 底孔直径 孔中至板边距 min M2X0.45 0/1/2 0.8/1.0/1.4 φ4.25 4.8 M3X0.5 0/1/2 0.8/1.0/1.4 φ4.25 4.8 M4X0.7 0/1/2 0.8/1.0/1.4 φ5.4 6.9 M5X0.8 0/1/2 0.8/1.0/1.4 φ6.4 7.1 M6X1.0 0/1/2 1.2/1.4/2.3 φ8.75 8.6 M8X1.25 1/2 1.4/2.3 φ10.5 9.7 M10X1.5 1/2 2.31/3.18 φ14.0 13.5 规格 高度H 适合板厚 min 底孔直径 孔中至板边距 min M3X0.5 6-6.35 1.0 φ5.4 6.8 M4X0.7 7.0 1.2 φ6.1 8.0 M5X0.8 8.0 1.2 φ7.1 8.0 规格 L螺纹长度 适合板厚 min 底孔直径
PEM是冷墩压铆螺母,是应用于薄板或钣金上的一种螺母,也叫太阳花螺母,也可称花齿螺母,外形呈圆形,一端带有压花齿及导向槽。
其原理是通过压花齿压入钣金的预置孔内,一般是预置孔的孔径略小于压铆螺母的压花齿外径,通过压力使压铆螺母的花齿挤入板内,导致孔的的周边产生塑性变形,变形物被挤入导向槽,从而产生锁紧的效果。
压铆螺母具有以下优点:
.板材背面保持完全嵌平;
.小而精巧,广泛应用于精密电子电器产品或精密设备;
.高抗扭矩阻力; .
装备方便,只需压铆 .规格系列化,能满足多种设计要求;
应用技术指南
1.S系列压铆螺母采用易切削钢,经热处理后表面处理。CLS系列压铆螺母采用易切削不锈钢,表面不处理
2.低碳钢板材硬度必须小于70RB,不锈钢板硬度必须小于80RB。
3.使用时必须根据板材厚度和螺母规格才能确定A尺寸及对应的尾部号Z,用户根据板材厚度依据表中尾部号选择。
4.板材孔径尺寸要精确控制,按0±0.075的公差尺寸加工,最好是冲孔,螺母一般应从板材的“断开”面安装。
5.安装过程一般通过“压铆”作业实现,绝不能冲击敲入。
产品型号及意义
S-M2.5-0/1/2 S-M3-0/1/2 S-M4-0/1/2 S-M5-0/1/2 S-M6-0/1/2 其中S代表压铆螺母是铁材质的,M表示是牙纹,-后面的0\1\2代表产品的最小板厚
压铆螺母来源
压铆螺母没有统一的国家标准,最早的PEM压铆螺母来自美国的生产商,后国内引进后逐步形成行业标准,被机箱机柜、钣金业被接受。2100433B
压铆螺母属于螺母的特殊一种,有很多企业用不到,也有很多企业专门用这个。这都是根据企业的生产的产品物料来定的。有些产品物料上就只能用到压铆螺母,有些就压根一个都用不到。这都是根据压铆螺母本身的性能和作用来定的。有些产品物料就是需要压铆螺母的这性能和独特的作用。用来压铆锁紧。那么在众多的压铆螺母当中,肯定有很多国家标准的规格型号尺寸。
常用的压铆螺母规格标准有M2、M3、M5、M6、M8、M10。
首先是对压铆螺母生产时所需要的材料进行检验,对它的线材进行检测。压铆螺母线材,一般生产厂家,都是从专业生产线材厂订购回来的,自身企业并不生产线材。那这时,我们告诉生产线材厂家,我们需要什么规格,什么型号,多大,多小的线材。订购回来时,我们就得对线材的材质进行检验,我们需要的是铁线材,那就必须一定是铁的,需要不锈钢线材的,那就必须是不锈钢的。后对规格,型号,大小等各方面进行检验。看能不能达到我们的要求。
其次,对压铆螺母的生产过程进行检验。从螺母机里墩打出来,墩打成形,各方面的形状,各方面规格尺寸进行检验,看能不能达到客户要求,或者客户给的样品要求,或者我们根据客户的样品所画出来的图纸要求。墩打检验好后,我们在对攻牙检验。压铆螺母的各方面螺纹进行检验。看能不能达到通止规,做到通规通,止规止。
在次,就是有些压铆螺母是碳钢的,也就是铁的,需要电镀处理,电镀不同的颜色。这电镀的颜色是根据客户要求来定的,客户有的需要环保的,有的普通电镀就行。电镀的检验也有很多方面,这包括电镀色彩,电镀后所达到的盐雾测试时间等。我们电镀时,时常遇到电镀不良问题,那么压铆螺母电镀不良怎么办?这是深思的问题,需要找到解决方法。
最后,就是压铆螺母出货时的检验。出货时,把不良品挑选出来。把合格品才能放给客户使用。及时发现不良的产品质量问题,把品质控制好。