1.S系列冷墩压铆螺母采用冷墩线材10B21,经热处理加硬后表面处理。CLS系列冷墩压铆螺母采用304不锈钢,表面钝化处理,盐雾可在120H
2.低碳钢板材硬度必须小于70RB,不锈钢板硬度必须小于80RB。
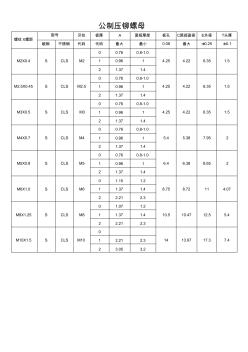
3.使用时必须根据板材厚度和螺母规格才能确定A尺寸及对应的尾部号Z,用户根据板材厚度依据表中尾部号选择。
4.板材孔径尺寸要精确控制,按0±0.075的公差尺寸加工,最好是冲孔,螺母一般应从板材的“断开”面安装。
5.安装过程一般通过“压铆”作业实现,绝不能冲击敲入。
产品型号及意义
S-M2.5-0/1/2
S-M3-0/1/2
S-M4-0/1/2
S-M5-0/1/2
S-M6-0/1/2
S-M8-1/2
其中S代表压铆螺母是铁材质的,M表示是牙纹,-后面的0\1\2代表产品的最小板厚
-