冷拔文献

 钢筋冷拔
钢筋冷拔
钢筋冷拔
钢筋冷拔 冷拔是用热轧钢筋(直径 8mm以下)通过钨合金的拔丝模(图 3-3 )进行强力冷拔。钢筋通 过拔丝模时, 受到轴向拉伸与径向压缩的作用, 使钢筋内部晶格变形而产生塑性变形, 因而抗拉 强度提高 (可提高 50%~90%),塑性降低, 呈硬钢性质。 光圆钢筋经冷拔后称 “冷拔低碳钢丝 ”。 钢丝冷拔设备 (请点击下图观看 “钢筋冷拔 ”动画) 图 3-3 钢筋冷拔示意图 拔丝模 钢筋冷拔的工艺过程是:轧头 ?剥壳 ?通过润滑剂进入拔丝模冷拔。 钢筋表面常有一硬渣层,易损坏拔丝模,并使钢筋表面产生沟纹,因而冷拔前要进行剥壳, 方法是使钢筋通过 3~6个上下排列的辊子以剥除渣壳。润滑剂常用石灰、动植物油、肥皂、白 蜡和水按一定配比制成。 冷拔用的拔丝机有立式(图 3-4)和卧式两种。其鼓筒直径一般为 500mm。冷拔速度约为 0.2 ~0.3m/s ,速度过大易断丝。 图 3-4 立式
 冷拔方管,冷拔无缝方管
冷拔方管,冷拔无缝方管
冷拔方管,冷拔无缝方管
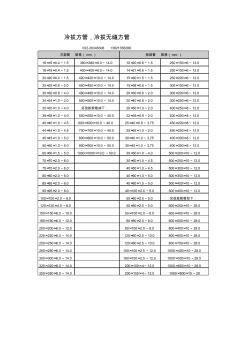
冷拔方管,冷拔无缝方管 022-26346308 13821358288 方型管 规格( mm ) 矩型管 规格(mm ) 16×16×0.4~1.5 380×380×8.0~14.0 10×20×0.6~1.5 250×150×6~12.0 18×18×0.4~1.5 400×400×8.0~14.0 14×21×0.6~1.5 250×100×6~12.0 20×20×0.4~1.5 420×420×10.0~14.0 15×30×1.5~1.5 250×200×6~12.0 25×25×0.6~2.0 450×450×10.0~14.0 15×38×0.6~1.5 300×150×6~12.0 30×30×0.6~4.0 480×480×10.0~14.0 20×30×0.6~2.0 300×200×6~12.0 34×34×1.0~2.0 500×500×10.0~14