连续铸钢
- 连续铸钢,出版时间:2007-09-01,出版社:冶金工业出版社,作者:贺道中 主编。
-

选择特殊符号
选择搜索类型
请输入搜索
连续铸钢简称连铸,使钢水不断地通过水冷结晶器,凝成硬壳后从结晶器下方出口连续拉出,经喷水冷却,全部凝固后切成坯料的铸造工艺。同通常钢锭浇铸相比,具有增加金属收得率,节约能源,提高铸坯质量,改善劳动条件,便于实现机械化、自动化等优点。
连铸镇静钢的钢材综合收得率比模铸的约高10%。 沸腾钢连铸比较困难,至今尚未成功。近年对沸腾钢成分的钢液进行真空"轻处理",可以顺利地进行连铸。有色金属的连铸发展比钢铁连铸为早。如在辊式连铸机上,兼有凝固和塑性变形,则称连续铸轧。
由于连铸简化了炼钢铸锭及轧钢开坯加工工序,每吨钢可节约能量(0.15~0.25)×10千卡,如进一步解决铸坯和成材轧机的合理配合问题,热送直接成材,还可进一步节约能源。
连铸坯在结晶结构上的主要特点是:连铸工艺使钢水迅速而均匀地冷却,因而迅速形成较厚微晶细粒的表面凝固层,没有充分时间形成柱状晶区;连铸坯断面较小,整罐钢水的连铸从开始到终了的冷却凝固时间接近,连铸坯纵向成分偏析差别可在10%以内,这是模铸钢锭无法与之比拟的;连铸坯不像模铸钢锭那样分单根浇铸,所以可避免形成缩孔或空洞,使金属收得率提高;在塑性加工中,为消除铸态组织所需的压缩比也可较小。
连铸坯的缺陷为,在浇铸生产过程中,由于钢水成分、温度、浇铸速度、冷却水强度等控制不当,以及铸机设备安装不合规格等原因,可造成与模铸相似的各种缺陷。与模铸钢锭的差别是裂纹缺陷比较多见。

本书为冶金行业“十一五”规划教材,主要内容包括:钢的浇注概述、连铸设备、连铸基础理论、连铸工艺与操作、保护浇注、连铸坯质量、连铸工艺实践与新技术应用、连铸坯热装和直接轧制、连铸过程的检测和自动控制、连铸用耐火材料。重点介绍了连铸工艺与操作、连铸坯质量、连铸工艺实践与新技术应用、连铸过程的检测和自动控制。 本书可作为高等学校冶金工程专业及相关专业的本科教材,也可作为高职高专与职业技术学校教学参考书,还可供从事钢铁生产的工程技术人员及管理人员参考。
主要看工艺了,一般来说模铸效率低,但质量尚可,同水平较低(敞开式浇铸)的连铸坯比较在表面质量上占很大的优势;但同高档连铸线(全保护浇注,电磁搅拌,液面塞棒自控)相比无论是在结晶、氧化、表面质量方面都有...
铸钢:铸钢是在凝固过程中不经历共晶转变的用于生产铸件的铁基合金的总称。铸造合金的一种。铸钢分为铸造碳钢、铸造低合金钢和铸造特种钢3类。分类:①铸造碳钢。以碳为主要合金元素并含有少量其他元素的铸钢。含碳...
书名:连续铸钢ISBN编号:9787502443382
出版时间:2007-09-01
印刷时间:2007-09-01
装帧:平装
字数:410000
出版社:冶金工业出版社
作者:贺道中 主编
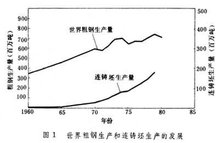
有色金属(铜、铝等)的连铸在20世纪30年代已成功,至40年代,德国永汉斯(S.Junghans)、美国罗西 (I.Rossi)在连续铸钢方面取得工业规模的成功。到50年代,钢水连铸工艺比较成熟。由于对连铸工艺的冶金理论认识加深、连铸机设备结构和生产工艺不断有所改进,使操作安全和铸坯质量得到基本保证。连铸机设备型式从半连续垂直式开始,经立弯连续式逐步降低了设备高度,到60年代成为现在通用的弧型连铸机。1981年世界上51个国家装有415台连铸机,年产钢13500万吨,为当年钢产量的20%;其中板坯机台数约为1/4,占连铸坯产量的50%;主要 产钢国家连铸坯产量占钢产量约为38%。世界钢产量和连铸坯产量发展的趋势。
80年代在工业发达国家已有不少电炉车间实现了全连铸化,新建大型转炉车间也有全连铸的。浇铸的钢种在1970年以前大多是普通碳素钢。目前除极少数高碳、高合金钢和易产生裂纹的钢种,如含铅易切削钢、高速工具钢和某些轴承钢及阀门钢,连铸尚有困难外,约有85%钢种都能连续浇铸。70年代采用了电磁搅拌,可提高连铸坯质量。连铸生产的钢种包括有深冲的薄板钢,高强度的中厚板钢、钢轨钢、弹簧钢、线材钢、不锈耐酸钢等。特别是不锈耐酸钢,目前全世界约有50%以上是用连铸法生产的。生产的板坯最大尺寸为宽2640毫米,厚350毫米;方坯最大为560×400毫米,最小为50×50毫米,实际生产中常控制在100×100毫米以上;圆坯最大为φ1000毫米,最小为φ40毫米。
在大型连铸机组上为快速调整铸坯断面的生产要求,通常将机组部件整体更换;从结晶器上口送入引锭杆,可减少通常从下口送进引锭杆的辅助作业时间;有的板坯铸机将结晶器制成六段,可分别独立交换改变断面;在改变断面时,只须停浇钢水20秒钟,便能继续生产其他新断面的产品。有些板坯机生产单一尺寸的宽板坯,然后纵切成所需宽度尺寸的窄坯。为了在一台连铸机上增加品种和提高产量,发展出多流连铸机。板坯机有的采用2~3流机组,方坯机可多至8~10流。
近年连铸生产自动化技术迅速发展。在技术先进的钢厂已经开始实现对钢水成分、温度、结晶器钢液面、铸速、二次水冷却、铸坯质量热检查、定尺切割等用计算机进行全面自动控制;生产过程中有质量不合格铸坯时,实行自动切除;然后热送连轧生产。中国于50年代开始进行半连铸的工业试验。1959和1960年间建成直立式方扁坯连铸机。60年代中期建成弧形板坯连铸机。同时还建有立弯式小方坯连铸机。截至1981年,中国投产的连铸机有26台,1981年生产连铸坯254万吨,占全国钢产量的7.65%。浇铸的钢种有普通碳钢、低合金结构钢、弹簧钢、电工钢等。连铸坯的品种有120~200毫米方坯,700~2300毫米宽板坯。
以通用的弧形连铸机为例。
盛钢桶和中间罐
盛钢桶多用旋转台承托,便于调换盛钢桶连续供钢水。钢水浇进结晶器之前先通过中间罐,调整钢水静压力,保持钢水流动平稳。中间罐可快速调换使用,以保证钢流浇铸不间断并实现多炉连浇。在中间罐水口下设有事故溢流槽,使废钢流入垃圾罐。
结晶器
以纯铜或铜合金材料作内壁,用钢框架密封箍住。内壁和外框间留有冷却水通路。结晶器内衬铜壁一般厚6~24毫米,长600~1100毫米,在结晶器旁侧装设杠杆机构的机械联锁振动机构,使结晶器沿弧形曲线上下振动。结晶器内壁的润滑有两种方法:对厚度150毫米以上铸坯一般采用伸入式水口加保护渣粉浇铸工艺,对小于150毫米铸坯采用油润滑。
二次冷却装置
结晶器出口至拉坯矫直机之间,沿弧形曲线以多组导辊作铸坯前进的轨道,导辊中间穿插多组冷却水喷嘴进行二次冷却,加速钢流凝固。
拉坯矫直机
在二冷区后段设有多支点拖辊,曳拉和矫直铸坯前进。
切割装置
用氧气乙炔火焰或机械剪切割铸坯,这项装置和拉坯矫直机前进方向的速度应相互配合。
引锭杆
是许多金属环节连接构成的可挠长杆。可与铸坯一样由拉坯矫直机夹持,沿导辊曲线移动。朝结晶器方向一端的引锭杆为凹形锁头,承接钢水,牵拉铸坯。
连铸机是从直立式装置开始的。为了降低装置的高度,扩大铸坯品种和提高质量等目的,连铸机发展出了多种结构形式。
立式连铸机
全部设备直至切割器,都是垂直布置,切割后钢坯放平运走。 连续铸钢
立弯式连铸机
结晶器是直立的,在铸坯离开结晶器后尚未全凝固前,以机械力顶弯铸坯,水平切割后运出。
弧形连铸机
通过结晶器使铸坯表层凝固成形,随即沿弧形曲线的二冷段向前移动,铸坯凝固至一定程度后,再矫直成水平状,切割后运出。这类连铸机的二冷段有全弧形、椭圆形(多点椭圆轨迹)或带二冷上部直线段。矫直段有铸坯全凝固矫直方式或带液相坯矫直方式。为了满足高质量产品的要求,在结晶器或二冷上段外围装设低频电磁搅拌装置,以改善铸坯结晶组织(图3)。 连续铸钢
倾斜式连铸机
从结晶器直至切割器都呈倾斜布置,最后水平输出。
水平式连铸机
钢水由中间罐水口直接水平导入水冷结晶器,出结晶器后的铸坯以时拉时停的间断操作方式拉坯前进,以保证铸坯表面质量不产生破裂(图4)。
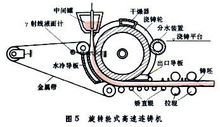
旋转轮式高速连铸机
结晶器和二冷段均以槽形轮带式结构组成。因结晶器和铸坯之间无相对滑移现象,适于高速浇铸,可使连铸机注速与后部连接的轧机的速度同步配合,达到连铸连轧的目的(图5)。 连续铸钢
离心旋转连铸机
结晶器作水平旋转运动,用于浇铸圆钢坯。
目前普遍使用的连铸设备是弧形连铸机。立式、立弯式、倾斜式三种型式是发展过程的产物,其中直立式仍在少数工厂使用,水平式、旋转轮式、离心旋转连铸机尚处于试验或小规模生产阶段。
连铸机必须与出钢操作密切配合,钢水开始浇入结晶器的同时,一面启动结晶器振动,进行润滑和开放冷却水,一面启动拉坯矫直机拖引锭杆运转,铸坯随引锭杆拉曳前进,铸坯过拉坯矫直机到一定位置后,脱卸并移开引锭杆,铸坯本身由拉坯矫直机继续拉曳。前进的铸坯按定尺长度逐次切割(图6),输送、堆存,待全炉钢水铸完为止。在生产中应力争多炉连铸,以提高经济效益。
对钢水成分和温度要有严格的要求。 一般用伸入式水口或吹氩密封保护钢流,或两者兼用,以防止钢水二次氧化。钢水含铝高时容易产生粘膜堵塞水口,用定径水口浇铸小方坯,一般控制钢水的含铝量小于0.06%。对铝镇静钢或对含铝量有一定要求的钢种,常从结晶器上口以铝条或铝粒加入钢水,而不经过中间罐水口。钢水浇铸温度一般高于钢的凝固点20~50℃。现在普遍采用浇铸前在钢包内吹氩气搅拌钢水,以使钢水的成分及温度均匀,温度波动可控制到±5℃。
在保证铸坯质量和安全生产的前提下,拉速主要受铸坯凝固速度的制约。其关系式为:s=K堢。式中s为钢凝固层厚度(毫米),s为凝固时间(分)。一定的s值应保证硬壳不破裂和安全生产,K值为23~32,视钢种、断面、钢水温度和拉速变化而定。拉速过快易发生漏钢、断接等;拉速慢则易发生铸坯表面不光整、结疤等。高碳钢和合金钢的拉速应比低碳钢慢。铸坯断面(厚度)大的拉速应比断面小的慢。提高拉速须尽量保持低温浇铸,并对钢液面采用60Co、红外线或电磁检测仪表等控制手段。拉速范围与铸坯断面品种有关,以普通碳钢为例:板坯0.5~1.8米/分,大方坯0.6~1.5米/分,小方坯1.5~3.5米/分。
连续铸钢的冷却区集中在结晶器、二冷 段和后部工序冷却等三个部分。一般认为结晶器段占冷却量的14~20%,二冷段占23~30%。冷却强度过大和拉速不适应时,会造成铸坯内裂和外裂纹。冷却强度过小和不均匀则易产生铸坯鼓肚、漏钢等现象。冷却强度必须随钢种、铸坯温度和拉速快慢进行控制调节。每公斤钢的冷却水消耗量约1~2公斤。要求各断面部位冷却均匀,冷却水要过滤净化,使水质洁净,导热均匀(要使冷却水洁净,可安装全自动自清洗过滤器装置) 提高连铸机生产能力应降低钢水浇铸时的过热温度,提高拉速,扩大铸坯断面和采用多流连铸。铸坯断面的选定和轧机轧制成材道次的综合考虑也很重要。采用多炉连铸可提高连铸机作业率,但要力求浇铸时间与冶炼周期相互协调。


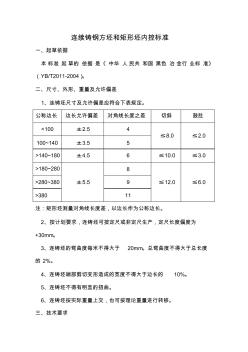 连续铸钢方坯和矩形坯内控标准
连续铸钢方坯和矩形坯内控标准
连续铸钢方坯和矩形坯内控标准
连续铸钢方坯和矩形坯内控标准 一、起草依据 本标准 起草的 依据 是《 中华 人民共 和国 黑色 冶金行 业标 准》 (YB/T2011-2004)。 二、尺寸、外形、重量及允许偏差 1、连铸坯尺寸及允许偏差应符合下表规定。 公称边长 边长允许偏差 对角线长度之差 切斜 鼓肚 <100 ±2.5 4 ≤8.0 ≤2.0 100~140 ±3.5 5 >140~180 ±4.5 6 ≤10.0 ≤3.0 >180~280 ±5.5 8 ≤12.0 ≤6.0 >280~380 9 >380 11 注:矩形坯测量对角线长度差,以边长作为公称边长。 2、按计划要求,连铸坯可按定尺或非定尺生产,定尺长度偏度为 +30mm。 3、连铸坯的弯曲度每米不得大于 20mm。总弯曲度不得大于总长度 的 2%。 4、连铸坯端部剪切变形造成的宽度不得大于边长的 10%。 5、连铸坯不得有明显的扭
 浅析迅速发展中的连续铸钢技术
浅析迅速发展中的连续铸钢技术
浅析迅速发展中的连续铸钢技术
随着连续铸钢技术的不断发展,相关研究工作越来越受到重视。连铸技术根据生产应用程度可以分为在开发技术、生产应用技术以及应用基础等不同的成分。本文主要对迅速发展的连续铸钢技术的状况以及趋势进行的分析,并对我国现阶段连续铸钢技术的未来发展前景进行了预测。
《连续铸钢板坯(YB 2012-1983)》由中国标准出版社出版。
本书是“冶金继续工程教育丛书”之一.书中从理论和实践上系统地全面地介绍了连续铸钢(简称连铸)设备、工艺技术和基础理论知识,反映了近年来国内外连铸技术的发展和经验.
全书共分11章.内容包括:连铸的发展、连铸设备、连铸工艺控制技术、连铸坯质量控制、连铸坯凝固与传热、连铸工厂设计原理、连铸过程电磁搅拌、连铸保护渣、连铸过程检测与自动化以及连铸耐火材料等.
本书可作为钢铁冶金专业工程技术人员继续教育用书,可供从事钢铁生产、设计、科研的工程技术人员和专业管理干部阅读,也可作为大专院校钢铁冶金专业、冶金机械专业师生的教学参考书.
序
前言
目录
1 连续铸钢的发展
2 连铸设备
3 连铸钢水的准备
4 连铸工艺控制技术
5 连铸坯凝固与传热
6 连铸坯质量控制
7 连铸过程检测与自动化
8 连铸工厂设计原理
9 连铸用耐火材料
10 连铸电磁搅拌
11 连铸保护渣
