第1章钢铁热处理基础 1
1.1热处理原理1
1.1.1钢在加热时的转变1
1.1.2钢的过冷奥氏体的转变4
1.2热处理工艺与特点7
1.2.1钢的预备热处理7
1.2.2钢的淬火与回火12
1.2.3钢的冷处理与时效处理20
1.2.4整体热处理的特点与要求21
1.3表面改性热处理24
1.3.1渗碳与碳氮共渗24
1.3.2渗氮与氮碳共渗31
1.3.3钢的表面淬火技术48
1.4零件的表面清理与校直设备54
1.4.1清洗设备54
1.4.2清理及强化设备54
1.4.3校直(或校正)方法与设备60
参考文献65
第2章齿轮的整体热处理 66
2.1齿轮的服役条件、失效形式与性能要求66
2.2齿轮用钢与技术要求68
2.3齿轮的预备热处理70
2.4齿轮的最终热处理71
2.4.1齿轮的调质热处理工艺71
2.4.2齿轮的渗氮、低温氮碳共渗、渗碳等热处理工艺73
2.4.3齿轮的火焰淬火、高频淬火和整体加热81
2.4.4球墨铸铁齿轮的热处理85
2.4.5齿轮的表面强化处理85
2.5齿轮的热处理畸变与控制87
2.6齿轮制造过程中常见缺陷及其原因分析92
2.7齿轮在使用过程中的损坏形式与特征92
2.8典型齿轮的热处理实例分析95
2.8.1车床变速器拨叉齿轮的热处理95
2.8.2汽车变速箱齿轮的热处理96
2.8.3工程机械齿轮(D85推土机变速箱齿轮)的热
处理98
2.8.4工业缝纫机螺旋锥齿轮的热处理100
参考文献101
第3章滚动轴承、弹簧与紧固件的整体热处理 102
3.1滚动轴承的热处理102
3.1.1滚动轴承零件的服役条件、失效形式与性能
要求104
3.1.2滚动轴承材料105
3.1.3铬钢轴承的热处理107
3.1.4中碳合金钢轴承零件的热处理119
3.1.5特殊用途轴承零件的热处理(不锈轴承钢与耐热
轴承钢)119
3.1.6其他轴承零件的热处理121
3.1.7特大型轴承零件的热处理实例分析124
3.2弹簧的热处理127
3.2.1弹簧的服役条件、失效形式与性能要求127
3.2.2弹簧用材与热处理129
3.2.3弹簧的热处理132
3.2.4弹簧的稳定化处理137
3.2.5耐蚀耐热弹簧的热处理137
3.2.6弹簧淬火和回火时的常见缺陷与防止措施138
3.2.7典型弹簧的热处理实例分析139
3.3紧固件的热处理153
3.3.1螺纹紧固件的热处理153
3.3.2垫圈、挡圈、销和铆钉的热处理159
3.3.3典型紧固件的热处理实例分析161
参考文献172
第4章汽车、拖拉机及柴油机零件的整体热处理 173
4.1活塞环与活塞销的热处理173
4.1.1活塞环的热处理173
4.1.2活塞销的热处理177
4.2连杆的热处理180
4.3曲轴的热处理183
4.4凸轮轴与半轴的热处理191
4.4.1凸轮轴191
4.4.2汽车半轴的热处理197
4.5气门挺杆和排气阀的热处理203
4.5.1气门挺杆的热处理203
4.5.2气门的热处理210
4.6喷油泵零件和履带板的热处理221
4.6.1喷油泵零件的热处理221
4.6.2履带板的热处理226
参考文献227
第5章金属切削机床零件的整体热处理 229
5.1机床导轨的热处理229
5.2机床主轴的热处理232
5.3丝杠的热处理234
5.4机床铸件的热稳定化处理235
5.5其他机床零件的热处理237
5.5.1镗杆的热处理237
5.5.2机床附件的热处理239
5.5.3机床弹簧夹头的热处理241
5.6典型金属切削机床零件的热处理实例分析243
5.6.1卧式多轴自动车床送料夹头的热处理243
5.6.2精密机床花键轴的热处理245
5.6.3数控车床床身镶钢导轨的热处理246
参考文献247
第6章大型锻铸件与轧辊的整体热处理 249
6.1大型锻件及其预备的热处理249
6.2大型锻件的最终热处理254
6.3热轧工作辊的热处理263
6.4冷轧工作辊的热处理266
6.4.1工作条件与性能要求266
6.4.2材料的选用267
6.4.3热处理工艺267
6.4.4热处理工艺分析与实施要点274
6.5大型铸件的热处理275
6.6支撑辊的热处理278
6.7典型大型锻铸件与轧辊的热处理实例分析284
6.7.19Cr2Mo钢660mm冷轧工作辊的热处理284
6.7.2汽轮机叶轮的热处理288
参考文献291
第7章切削刀具与量具的整体热处理 292
7.1切削刀具服役条件、失效形式与用钢选择292
7.2工具钢的热处理294
7.2.1碳素工具钢的热处理295
7.2.2低合金工具钢的热处理296
7.2.3高速钢的热处理296
7.3量具用钢及要求299
7.4量具的热处理300
7.5典型刀具与量具的热处理实例分析301
7.5.1丝锥的热处理301
7.5.2 搓丝板的热处理306
7.5.3滚刀与锯片铣刀的热处理309
7.5.4拉刀的热处理314
7.5.5车刀的热处理319
7.5.6游标卡尺尺身等的热处理323
7.5.7工字卡规的热处理326
7.5.8块规的热处理328
参考文献330
第8章模具的整体热处理 331
8.1概述331
8.1.1模具的性能要求331
8.1.2模具用钢的选择333
8.2冷作模具的热处理334
8.2.1冷作模具的热处理基本要求334
8.2.2冷作模具钢选用的原则与常用材料的选择335
8.2.3冷作模具的主要热处理工艺338
8.2.4冷作模具钢的热处理339
8.3热作模具的热处理352
8.3.1热作模具的热处理基本要求352
8.3.2热作模具钢选用的原则与常用材料的选择354
8.3.3热作模具的主要热处理工艺355
8.3.4热作模具钢的热处理359
8.4塑料模具的热处理370
8.5模具热处理变形与控制374
8.5.1模具热处理变形的原因分析374
8.5.2模具热处理变形的控制377
8.6典型模具的热处理实例分析381
8.6.1电机硅钢片冷冲孔冲裁模的热处理381
8.6.2热冲裁模具的热处理385
8.6.33Cr2W8V钢6in活扳手热锻模的热处理387
8.6.4汽车连杆锻模的热处理388
8.6.5气门热锻模的热处理390
8.6.6热挤压凸模的热处理394
8.6.75CrNiMnMoVSCa(5NiSCa)钢制造精密密封橡
胶模和精密热塑性塑料模的热处理395
参考文献396
第9章液压元件、轻工与纺织机械零件
的整体热处理 398
9.1液压元件的热处理398
9.1.1叶片泵零件的热处理398
9.1.2齿轮泵零件的热处理403
9.1.3柱塞泵零件的热处理405
9.2自行车零件的热处理407
9.2.1自行车中轴的热处理408
9.2.2轴碗与轴挡类零件的热处理409
9.2.3自行车飞轮的热处理412
9.3轻纺零件的热处理413
9.3.1纺织机针布的热处理413
9.3.2纺机罗拉的热处理415
9.3.3钢领的热处理417
9.4典型液压、轻工与纺织机械零件的热处理实例分析419
9.4.1液压阀零件的热处理419
9.4.2自行车链条类零件的热处理421
9.4.3锭杆的热处理423
9.4.4针筒的热处理426
参考文献428
第10章农机具、常用五金与木工工具
的整体热处理 429
10.1农机具的热处理429
10.1.1犁铧与犁壁的热处理429
10.1.2粉碎机锤片与筛片的热处理432
10.2五金工具的热处理436
10.2.1锯条的热处理436
10.2.2活扳手与锤头的热处理442
10.3木工工具的热处理444
10.4典型农机具五金与木工工具零件的热处理实例
分析446
10.4.1圆盘与旋耕刀的热处理446
10.4.2收割机刀片的热处理449
10.4.3木工刨刀的热处理451
10.4.4锉刀的热处理453
参考文献456

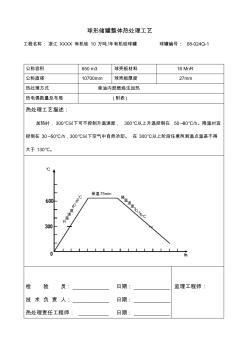 02球形储罐整体热处理工艺
02球形储罐整体热处理工艺
 简析塑料模零件热处理应用
简析塑料模零件热处理应用