螺栓检测简介文献

 螺栓检测规程
螺栓检测规程
螺栓检测规程
螺栓成品楔负载试验 1. 通则 本试验可测定: a)螺栓成品的抗拉强度 Rm; b)头与无螺纹杆部或螺纹部分交接处的牢固性。 2. 适用范围 本试验适用符合以下规定的螺栓: a)公称长度, l≥2.5d; b)螺纹长度 b≥2d; c)d≤39mm( 对于 d>39mm 的螺栓的试验可参照本试验方法 ); d)所有性能等级。 3. 设备 WEW-1000B 微机屏显式万能试验机(不能使用自动定心装置,因其对图 1 和表 1 所规定的楔垫角度有较大的影响)。 图 1 螺栓成品楔负载试验用楔垫 表 1 楔垫孔径和圆角半径 表 2 楔负载试验用楔垫角度 α 头部支承面直径超过 1.7d 而未通过楔负载试验的螺栓成品,可将头部加工到 1.7d 并按表 2 规定的楔垫角度再次进行试验。 此外,对头部支承面直径超过 1.9d 的螺栓成品,可将楔垫角度 10°减小为 6°。 4. 试验程序 试件应为经尺
 螺栓检测报告
螺栓检测报告
螺栓检测报告
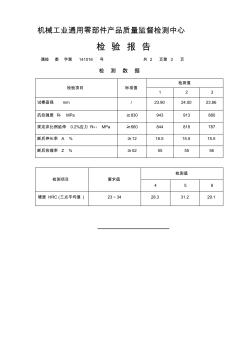
机械工业通用零部件产品质量监督检测中心 检 验 报 告 通检 委 字第 141016 号 共 2 页第 2 页 检 测 数 据 检验项目 标准值 检测值 1 2 3 试棒直径 mm / 23.90 24.00 23.86 抗拉强度 Rm MPa ≥830 943 913 880 规定非比例延伸 0.2%应力 RP0.2 MPa ≥660 844 818 787 断后伸长率 A % ≥12 16.5 15.5 15.5 断后收缩率 Z % ≥52 55 55 56 检测项目 要求值 检测值 4 5 6 硬度 HRC (三点平均值 ) 23~34 28.3 31.2 29.1