链条输送线基本结构和特征文献

 降低条烟输送线入口堵塞率
降低条烟输送线入口堵塞率
降低条烟输送线入口堵塞率
香烟从输送线到包裹透明纸到最后打包装箱,这条流水线中任何一过程中出现问题,都将影响香烟的包装质量。输送线入口的堵塞,也会造成包装线无法正常运转,笔者结合自身工作实际,全面阐述造成输送线入口堵塞率高的原因,并提出了加装输送线停顿定位检测器、对输送线入口导轨进行改造和调整定位限时等解决措施,大大降低了条烟输送线入口堵塞率,确保产品质量,提高了设备有效作业率。
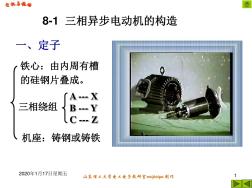 异步电机的基本结构和基本原理
异步电机的基本结构和基本原理
异步电机的基本结构和基本原理
异步电机的基本结构和基本原理