螺母埋入文献

 结构设计-螺母埋入
结构设计-螺母埋入
结构设计-螺母埋入
1 / 7 一、 螺母概述 1. 螺母:螺母有钻石花和斜花纹两种,钻石花不适合热熔但在超声波工艺中表现良好; 斜花纹埋植时有自我导向功能,扭拉力综合性能良好。 2. 最好选滚花之间有沟槽的螺母,上下端滚花方向相反,沟槽可以容纳塑料,此结构抗 拉抗扭性能较好。 3. 在我们使用的对尖角敏感的无定型塑料( PC、ABS)不要使用花纹太尖的螺母。 4. 螺母材质主要有三种: 1.标准黄铜 C3604/ H59;2.低铅铜 /青铜 CuZn38Pb2,符合欧 盟 ROHS环保标准; 3.不锈钢。一般情况下螺母不需要做表面处理,特殊的情况下可 以电镀。 二、 螺母的埋入方式 1. 热熔螺母 热熔埋置是最常见、最通常的埋入方式,一般以热熔机及手工电烙铁埋钉。热压质量较 好,已有专用热压设备,设备价格低。 2. 注塑螺母 注塑成型埋置一般对螺母的孔径要求很严格,孔径管控在 0.05mm以内,因为产品
 螺母(铜柱)的埋入方式和设计尺寸
螺母(铜柱)的埋入方式和设计尺寸
螺母(铜柱)的埋入方式和设计尺寸
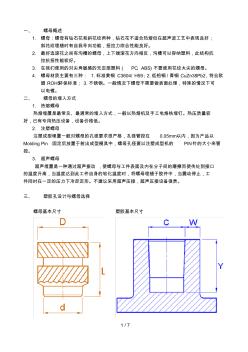
. . 螺母 (铜柱 )的埋入方式和设计尺寸 热熔螺母 热熔埋置是最常见、最通常的埋入方式,一般以热熔机及手工电烙铁埋钉。 注塑螺母 注塑成型埋置一般对螺母的孔径要求很严格, 孔径管控在 0.05mm 以内,因为产品以 Molding Pin 固定后放置于射出成型模具中,螺母孔径要以注塑成型机的 PIN 针的大小来管控。 超声螺母 超声埋置是一种通过超声振动 ,使螺母与工件表面及内在分子间的磨擦而使传处到接口的温 度升高,当温度达到此工件自身的软化温度时,将螺母埋植于胶件中, 当震动停止,工件同 时在一定的压力下冷却定形。 塑胶孔设计与螺母选择 1、d 尺寸为螺母底座,也称导向定位部分,在埋入前与塑胶 C部分配合,因此 螺母底端 d 部分要比塑胶 BOSS 内孔径 C尺寸小,以方便定位; 2、D 尺寸为螺母外径,它与塑胶 BOSS 内孔径 C 尺寸相配,一般手机螺母塑胶 内孔径比 螺