螺栓检测
- 由头部和螺杆(带有外螺纹的圆柱体)两部分组成的一类紧固件,需与螺母配合,用于紧固连接两个带有通孔的零件。机械零件,配用螺母的圆柱形带螺纹的紧固件。
-

选择特殊符号
选择搜索类型
请输入搜索
螺栓怎么样检测是否合格?
1.材料 进厂先做镜像分析 检测钢材是否合格!
2.线材拉到合适的坯径,检测是否达标
3.经过冷镦后检测,半成品检测,检测S面对角,对边是否在公差范围内 ,半成品坯径是否在合适的范围,倒角是否达标, 查看,半成品上是否有爆模的痕迹。--杆部长度,头部厚度使用游标卡尺,其他尺寸螺旋测微仪。垂直度检测检具!
4.搓丝后,使用螺纹通止规
5.淬火后 硬度检测,受力检测 ,拉升 切断 扭矩检测,还有是否发生淬火弯曲
6.表面处理后,通止规检测是否合格。
螺栓检测分为人工和机器两中。人工是最原始也是使用最为普遍的一致检测方式。为了尽量减少不良品的流出,一般生产企业人员通过目视的方式对待包装或者发货的产品进行检验,以排除不良品(不良包括牙伤、混料、生锈等)。
另一种方式为机器全自动检测,主要是磁粉探伤。
磁粉探伤是利用螺栓缺陷处的漏磁场与磁粉的相互作用,针对螺栓可能存在的缺陷(如裂纹,夹渣,混料等)磁导率和钢铁磁导率的差异,磁化后这些材料不连续处的磁场将发生崎变,形成部分磁通泄漏处工件表面产生了漏磁场,从而吸引磁粉形成缺陷处的磁粉堆积--磁痕,在适当的光照条件下,显现出缺陷位置和形状,对这些磁粉的堆积加以观察和解释,已达到剔除不良品的目的。
可检测的项目有:高强螺栓10.9级,抗拉及抗剪等。
其检测标准按照为:
GJB 3375-1998普通螺纹螺栓、螺钉通用规范
GJB 3376-1998 MJ螺纹合金钢及不锈钢螺栓、螺钉通用规范
可检测样品如下:
1.机螺钉 2.自攻螺钉 3.钻尾螺钉 4.墙板钉 5.纤维板钉 6.木螺钉7.六角木螺钉 8.不脱出螺钉 9.组合螺钉 10.微型螺钉 11.家具螺钉 12.电子螺钉
螺栓怎么样检测是否合格"para" label-module="para">
1.材料 进厂先做镜像分析 检测钢材是否合格。
2.线材拉到合适的坯径,检测是否达标
3.经过冷镦后检测,半成品检测,检测S面对角,对边是否在公差范围内 ,半成品坯径是否在合适的范围,倒角是否达标, 查看,半成品上是否有爆模的痕迹。--杆部长度,头部厚度使用游标卡尺,其他尺寸螺旋测微仪。垂直度检测检具!
4.搓丝后,使用螺纹通止规
5.淬火后 硬度检测,受力检测 ,拉升 切断 扭矩检测,还有是否发生淬火弯曲
6.表面处理后,通止规检测是否合格。
螺栓检测分为人工和机器两中。人工是最原始也是使用最为普遍的一致检测方式。为了尽量减少不良品的流出,一般生产企业人员通过目视的方式对待包装或者发货的产品进行检验,以排除不良品(不良包括牙伤、混料、生锈等)。
另一种方式为机器全自动检测,主要是磁粉探伤。
磁粉探伤是利用螺栓缺陷处的漏磁场与磁粉的相互作用,针对螺栓可能存在的缺陷(如裂纹,夹渣,混料等)磁导率和钢铁磁导率的差异,磁化后这些材料不连续处的磁场将发生崎变,形成部分磁通泄漏处工件表面产生了漏磁场,从而吸引磁粉形成缺陷处的磁粉堆积——磁痕,在适当的光照条件下,显现出缺陷位置和形状,对这些磁粉的堆积加以观察和解释,已达到剔除不良品的目的。
可检测的项目有:高强螺栓10.9级,抗拉及抗剪等。
其检测标准按照为:
GJB 3375-1998普通螺纹螺栓、螺钉通用规范
GJB 3376-1998 MJ螺纹合金钢及不锈钢螺栓、螺钉通用规范
可检测样品如下:
1.机螺钉 2.自攻螺钉 3.钻尾螺钉 4.墙板钉 5.纤维板钉 6.木螺钉7.六角木螺钉 8.不脱出螺钉 9.组合螺钉 10.微型螺钉 11.家具螺钉 12.电子螺钉
地脚螺栓检测标准,紧固件咨询顾问俞文龙认为大于M39的地脚螺栓力学性能检测数值抗拉强度、屈服强度、断后伸长率、冲击实验、硬度等根据具体材料来定,根据跟客户的约定来定。紧固件咨询顾问俞文龙认为,最好自己...
你好,膨胀螺栓执行标准 &nbs...
(1)主要检验项目 包括:螺栓实物最小荷载检验;扭剪型高强度螺栓连接副预拉力复验;高强度螺栓连接副扭矩检验;高强度大六角头螺栓连接副扭矩系数复验;高强度螺栓连接摩擦面的抗滑系数检验。(2)主控项...

 螺栓检测规程
螺栓检测规程
螺栓检测规程
螺栓成品楔负载试验 1. 通则 本试验可测定: a)螺栓成品的抗拉强度 Rm; b)头与无螺纹杆部或螺纹部分交接处的牢固性。 2. 适用范围 本试验适用符合以下规定的螺栓: a)公称长度, l≥2.5d; b)螺纹长度 b≥2d; c)d≤39mm( 对于 d>39mm 的螺栓的试验可参照本试验方法 ); d)所有性能等级。 3. 设备 WEW-1000B 微机屏显式万能试验机(不能使用自动定心装置,因其对图 1 和表 1 所规定的楔垫角度有较大的影响)。 图 1 螺栓成品楔负载试验用楔垫 表 1 楔垫孔径和圆角半径 表 2 楔负载试验用楔垫角度 α 头部支承面直径超过 1.7d 而未通过楔负载试验的螺栓成品,可将头部加工到 1.7d 并按表 2 规定的楔垫角度再次进行试验。 此外,对头部支承面直径超过 1.9d 的螺栓成品,可将楔垫角度 10°减小为 6°。 4. 试验程序 试件应为经尺
 螺栓检测报告
螺栓检测报告
螺栓检测报告
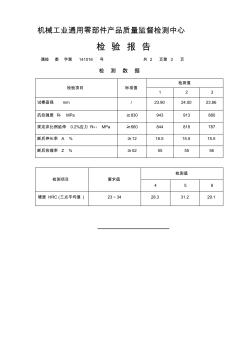
机械工业通用零部件产品质量监督检测中心 检 验 报 告 通检 委 字第 141016 号 共 2 页第 2 页 检 测 数 据 检验项目 标准值 检测值 1 2 3 试棒直径 mm / 23.90 24.00 23.86 抗拉强度 Rm MPa ≥830 943 913 880 规定非比例延伸 0.2%应力 RP0.2 MPa ≥660 844 818 787 断后伸长率 A % ≥12 16.5 15.5 15.5 断后收缩率 Z % ≥52 55 55 56 检测项目 要求值 检测值 4 5 6 硬度 HRC (三点平均值 ) 23~34 28.3 31.2 29.1
螺栓检测分为人工和机器两种。人工是最原始也是使用最为普遍的一致检测方式。为了尽量减少不良品的流出,一般生产企业人员通过目视的方式对待包装或者发货的产品进行检验,以排除不良品(不良包括牙伤、混料、生锈等)。
另一种方式为机器全自动检测,主要是磁粉探伤。磁粉探伤是利用螺栓缺陷处的漏磁场与磁粉的相互作用,针对螺栓可能存在的缺陷(如裂纹,夹渣,混料等)磁导率和钢铁磁导率的差异,磁化后这些材料不连续处的磁场将发生崎变,形成部分磁通泄漏处工件表面产生了漏磁场,从而吸引磁粉形成缺陷处的磁粉堆积——磁痕,在适当的光照条件下,显现出缺陷位置和形状,对这些磁粉的堆积加以观察和解释,已达到剔除不良品的目的。
螺栓检测分为人工和机器两种。人工是最原始也是使用最为普遍的一致检测方式。为了尽量减少不良品的流出,一般生产企业人员通过目视的方式对待包装或者发货的产品进行检验,以排除不良品(不良包括牙伤、混料、生锈等)。
另一种方式为机器全自动检测,主要是磁粉探伤。磁粉探伤是利用螺栓缺陷处的漏磁场与磁粉的相互作用,针对螺栓可能存在的缺陷(如裂纹,夹渣,混料等)磁导率和钢铁磁导率的差异,磁化后这些材料不连续处的磁场将发生崎变,形成部分磁通泄漏处工件表面产生了漏磁场,从而吸引磁粉形成缺陷处的磁粉堆积——磁痕,在适当的光照条件下,显现出缺陷位置和形状,对这些磁粉的堆积加以观察和解释,已达到剔除不良品的目的。
螺栓规格:M16-M30
螺栓长度:55mm-280mm
试验精度:轴力±1.0% 扭矩±1.0%2100433B 解读词条背后的知识