外螺纹加工主要是用车削(采用单点和成形刀具)及磨削(采用单点接触或成形砂轮)方式加工的。这两种金属切削工艺的原理都是通过去除一定的材料而形成所需要的螺纹几何形状。
各大车间所用的另一种工艺是螺纹滚压。它不是一种金属切削过程。它不通过去除金属而形成所需要的轮廓,而是按滚轮拉丝模的镜像形成螺纹。
金属加工制造商们正面临着前所未有的竞争压力。"用一贯采用的方式"加工零件已经行不通了。将最好的加工工艺与特定应用场合相匹配,对某个加工作业而言可能意味着要么从中赢利,要么就失掉它。界限是非常严格而没有回旋余地的。
无切屑螺纹成形工艺一般而言,最适合滚压的材料很难切削,反之亦然。螺纹滚压依赖于基材的塑性 - 即基材的变形能力,以便永久地将滚轮的形状压在工件的坯件中。被切削材料良好的塑性通常会导致形成胶质切屑,并在刀具上形成积屑瘤。例如铸铁没有合适的流动特性,因此不适合进行螺纹滚压加工。 材料的可滚压性
成功的螺纹滚压取决于若干应用参数。在这些参数中有待滚压螺纹的类型、大径、节距和齿根深度等。螺纹滚压另外还要考虑的方面包括毛坯的压延性以及冷流动性等。
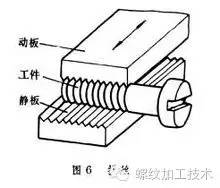
在进行滚压螺纹时,通过移动母材来将螺纹形状压到工件毛坯中。这种移动的一个关键参数是螺纹齿根深度。随着滚轮把将形成根部的材料错位,材料将从径向和轴向由根部流出。
螺纹滚压时滚轮的位置将螺纹节径保持在预定尺寸,因此错位的材料实际上延长了工件毛坯。依据被滚压螺纹的尺寸和形状而定,与螺纹车削或切削相比,螺纹滚压可以节省15~20%的材料。在大批量生产中,这个数据就意味着很大一批原材料。
由于螺纹外径与工件毛坯具有非常密切的关系,因此毛坯直径一定要非常精确。材料流动率是根据指定的毛坯直径及变化率计算的。超出或低于该直径都将加工出不合格的螺纹。
材料尺寸过低将无法完全流进滚轮拉丝模。毛坯尺寸过大将对滚轮和滚轮架施加不必要的压力,从而可能导致螺纹滚压单元损坏。
螺纹滚压的成功在很大程度上与要形成的形状有关。产生的大多数螺纹是依据60°统一或类似标准形成的,这些都很容易滚压。用于加工这些形状的大多数滚轮都具有比较尖锐的齿顶,通常带有圆弧刃来帮助拉丝模穿透材料。这些螺纹的角度,在每个齿侧面上为30°,保证了使材料在轴向和径向以一种可控而预定的方式进行流动时所需要的作用力。
螺纹滚压也可以滚压爱克米螺纹(顶角为29°的英制梯形螺纹)及蜗杆螺纹,但是相对较高的材料错位量以及材料必须移动的距离,有可能在齿侧面产生卷层。这些类型螺纹的可滚压性可以通过改变螺纹根部配置 - 从平底改为圆弧状 - 而改善。螺纹滚压还可以应用在压力抛光、压花中,在某些情况下还可以用在型锻操作中。
-