
提示:点击上方"学数控"↑免费订阅
螺纹加工方法很多种,今咱聊聊其中之一 -----------螺纹滚压
螺纹滚压是用成形滚压模具使工件产生塑性变形以获得螺纹的加工方法。一般在滚丝机搓丝机或在附装自动开合螺纹滚压头的自动车床上进行,适用于大批量生产标准紧固件和其他螺纹联接件的外螺纹。滚压螺纹的外径一般不超过 25毫米,长度不大于100毫米,螺纹精度可达2级(GB197-63),所用坯件的直径大致与被加工螺纹的中径相等。滚压一般不能加工内螺纹,但对材质较软的工件可用无槽挤压丝锥冷挤内螺纹(最大直径可达30毫米左右),工作原理与攻丝类似。冷挤内螺纹时所需扭距约比攻丝大1倍,加工精度和表面质量比攻丝略高。
(螺纹加工)
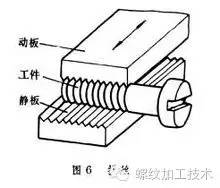
动板
工件
静板
螺纹滚压的优点如下:
①表面粗糙度小于车削、铣削和磨削;
②滚压后的螺纹表面因冷作硬化而能提高强度和硬度;
③材料利用率高;
④生产率比切削加工成倍增长,且易于实现自动化;
⑤滚压模具寿命很长。

径向螺纹滚压
螺纹滚压,花纹滚压

径像螺纹滚压
多轴车床应用
↙↙↙大量精品视频教程




