楔形螺纹新增加了重要螺纹参数(30°楔形斜面小径),这一螺纹参数的检测是此类螺纹的关键,影响着螺纹联接的防松锁紧性能。由于楔形螺纹的特殊性,检测该螺纹用的螺纹塞规设计显得尤为重要。
1 楔形螺纹塞规与普通螺纹塞规的区别
(1) 塞规检查功能不同
在检验普通内螺纹时,为了控制螺纹的最大、最小实体状态的极限尺寸,采用通端塞规检查内螺纹的最大实体时的作用中径和大径,止端塞规检查内螺纹上限尺寸的单一中径。而30°楔形防松螺纹塞规设计为两件:通端塞规——用于检查内螺纹的最大实体尺寸,即最小斜面小径尺寸和最小牙槽宽度;止端塞规——用于检查楔形斜面的最大直径尺寸。
在普通螺纹件联接时,内、外螺纹的中径作为重要尺寸,用于判定螺纹联接的精度、间隙及联接强度等,而30°楔形防松螺纹的内、外螺纹的中径差值大于普通螺纹内、外螺纹的中径差值,且在内螺纹牙底部形成30°楔形斜面,该斜面倾斜至内螺纹中径以下,即斜面小径小于内螺纹中径值,造成该牙侧的螺纹中径实体已不存在,致使螺纹联接时的内螺纹承载不在产生斜面小径一侧,而在完整60°牙型面侧,即完整中径型面牙侧(见图1)。
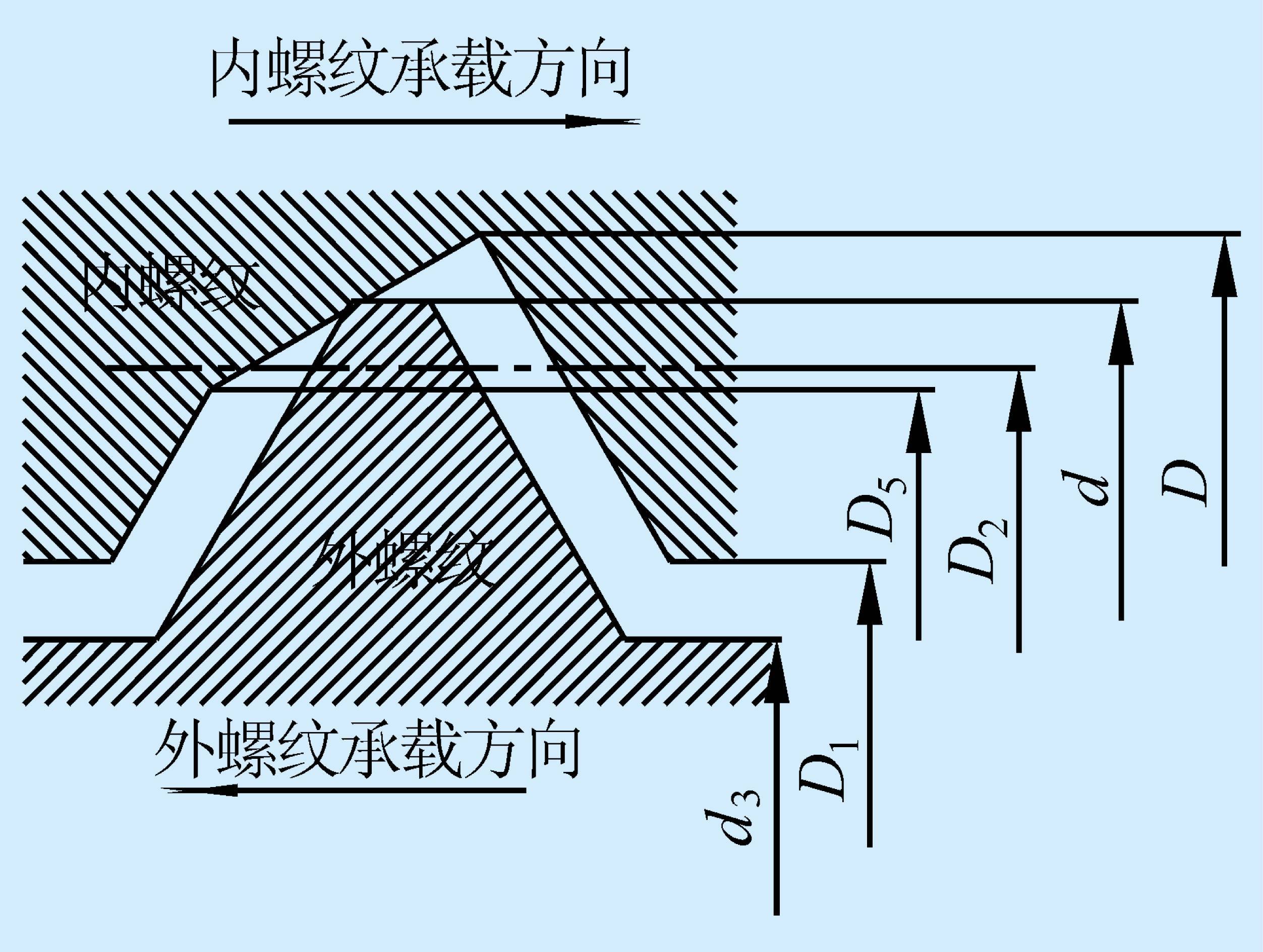
图1
由于螺纹的这一特点,楔形螺纹塞规的设计就不完全是为了控制内螺纹中径极限尺寸的,根据楔形螺纹的特殊性,对新增螺纹参数——30°楔形斜面小径的尺寸必须进行严格控制,才能有效发挥螺纹的防松锁紧性能。因此,止端塞规专门用于检测楔形斜面小径的最大直径尺寸,但是为了量规设计的完整性及制造方便,止端螺纹塞规还是对中径进行相应的规定,这一中径并不是为了控制内螺纹的最大中径而设计,所以止端塞规的中径并不具有控制内螺纹中径最大的作用。同时,为了更好地检测螺纹参数,对楔形螺纹塞规各项参数规定了较严格的加工公差。
(2) 塞规大径设计不同
楔形螺纹塞规在大径设计上也与普通螺纹塞规不同,普通螺纹用通端塞规设计为完整牙型,止端塞规设计为截短牙型,两件塞规的大径要求是不同的,通端的大径大于止端的大径。而楔形螺纹塞规按照标准JB/T10971的规定,通端塞规与止端塞规采用相同的大径要求,这点与普通螺纹量规的设计有所不同。
可能出现的情况包括:通端塞规加工成下差值,止端塞规加工成上差值,而工件实际大径介于通端、止端塞规大径之间,从而出现由于大径不合格的原因造成误判,未将斜面小径最大直径检查出来。从标准的技术要求可以看出,塞规的设计大径小于内螺纹大径要求的值,而且内螺纹为尖形牙顶,螺纹塞规为削平牙顶的,加工楔形内螺纹用的丝锥大径设计尺寸应留有充分的备磨量,以防止丝锥大径磨损造成内螺纹大径减小,有效防止内螺纹大径小于设计要求的情况。因此,在加工塞规时,在公差范围内最好控制止端大径小于或等于通端大径。
2 判断能否采用三针进行检测
楔形螺纹塞规的加工及测量难点在于楔形斜面小径的加工控制及检测,该小径在制造过程中不能与磨削60°螺纹牙型面同时形成,需要单独进行修磨加工,制造工艺难度加大,而且测量困难。在普通螺纹检测中,三针测量是常用的快速、准确的测量方法,在此类螺纹检测时能否采用还需要进行分析。
(1) 塞规螺纹中径的测量
采用三针测量中径时,必须选择合适的三针,使三针放入螺纹牙槽内,恰好与螺纹的中径点相切,使中径的测量可以不受牙型角误差的影响。为了保证三针与60°牙型两侧面相切,在有楔形斜面的一侧,三针只能与楔形斜面小径下部的牙侧齿型面相切,必须重新计算选用三针(见图2)。
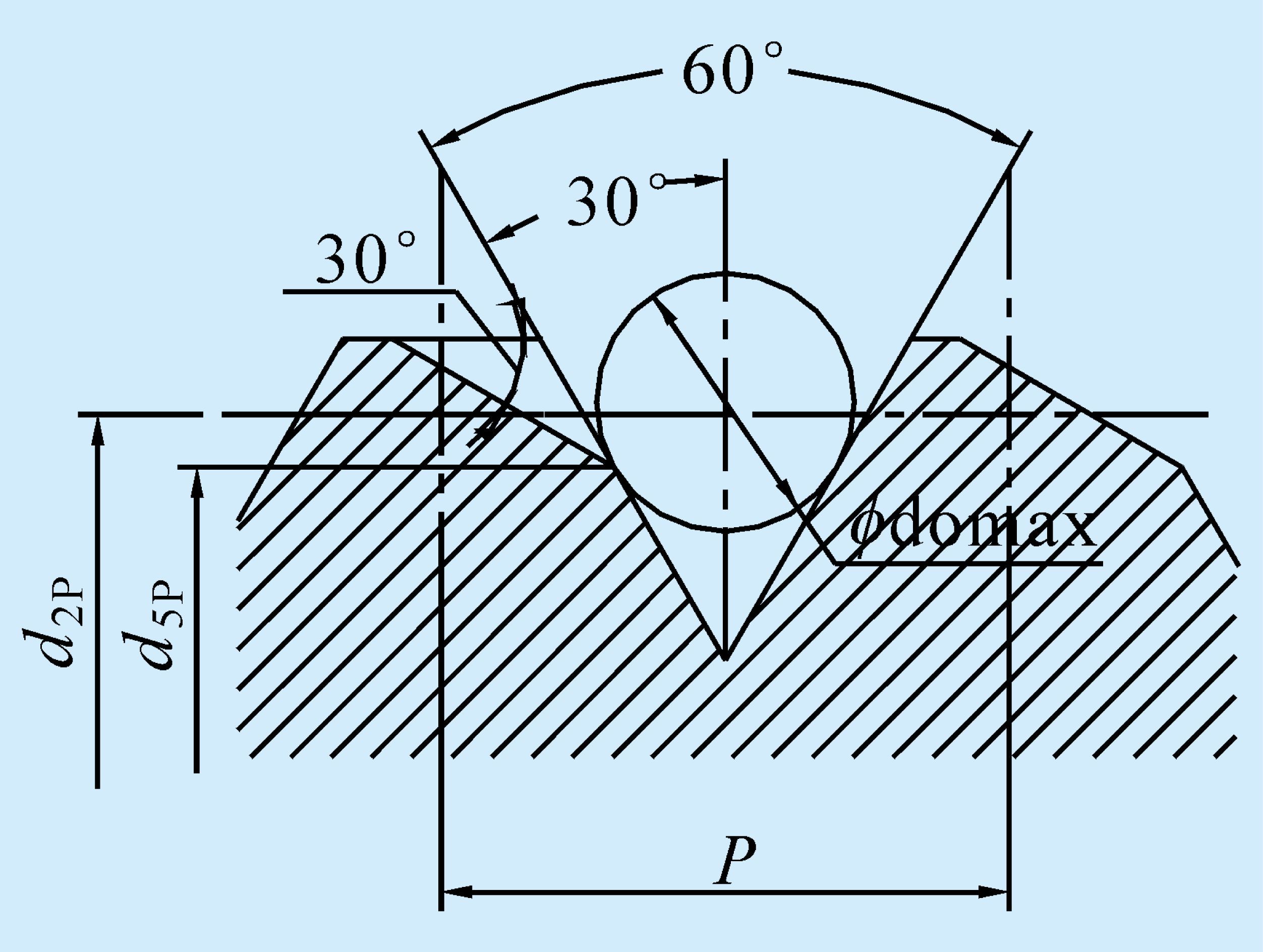
图2
假定三针与斜面小径所在的牙侧相切时直径为最大d0max,因此以斜面小径d5p点进行计算三针直径为

由上式计算得出的三针直径是在斜面小径位置时的理论d0max三针直径,在选用现有三针时,需要选用小于此计算值的三针,才能保证是与牙侧相切,然后计算出常量A值,可以得到测量的M值。
通过计算,可以对楔形塞规测量M值,但由此测量的M值存在两点缺陷:一是此时的三针并未与螺纹的中径点相切,不符合三针测量的定义;二是通过计算选用的三针直径小于普通螺纹选用三针的最小值,即不符合普通螺纹选用三针的直径范围d0max=1.0101P、d0min=0.5052P。由于该缺陷地存在,按照上述计算得到的三针、M值并不能准确判定螺纹的中径是否合格。因此,在检测楔形螺纹塞规中径时,不能采用三针进行判定,必须采用其他测量方法进行准确测量。
(2) 塞规斜面小径的测量
假定采用三针测量斜面小径,测量方法是:使三针放入螺纹牙槽内,恰好与螺纹60°牙侧、30°斜面都保证相切(如图3左侧牙型)。选用与30°斜面、60°牙侧同时相切的三针,并计算出理论三针的d0直径值,通过计算得到测量M值,由此M值推算需要测量的斜面小径d5p的值。
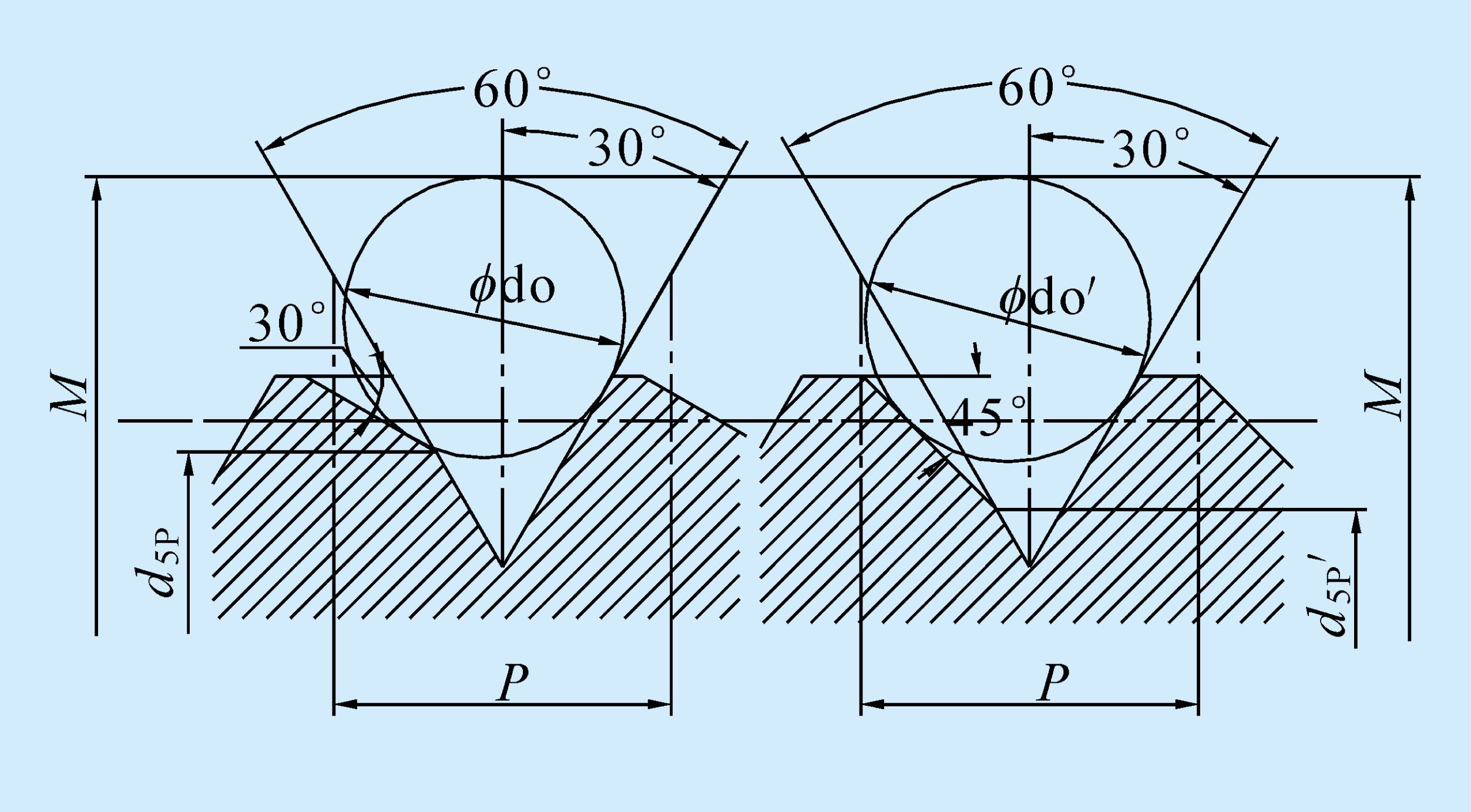
图3
这种测量斜面小径d5p的方法存在两点缺陷:一是根据三针测量的定义,此时测得的应是楔形斜面上与三针相切的点所在圆柱的直径,并不能直接反映斜面小径值;二是通过该直径进行计算斜面小径时未考虑到斜面角度误差的影响(如图3右侧牙型所示情况),在相同测量M值的情况下,三针直径为d0′,由于楔形斜面角度出现误差,实际的楔形斜面小径值为d5p′,造成对楔形斜面小径值的误判。因此在检测楔形斜面小径时不能采用三针进行判定。
由以上分析可以得出,在检测楔形螺纹塞规中径及楔形斜面小径时,无法使用三针法进行准确检测。
3 楔形螺纹塞规检测方法
(1) 楔形塞规中径的检测
由于螺纹牙型的特殊性,在制造过程中,当螺纹磨削成60°螺纹牙型面,还未磨削30°斜面时,螺纹中径可以采用普通螺纹中径的三针测量方法,准确测量此时的螺纹中径值。当30°斜面磨削完成后,无法采用三针法进行测量,这种情况下可以采用扫描法对螺纹塞规牙型进行轮廓扫描,根据牙型凸起宽度等于P/2基本螺距的假想圆柱所在直径即为被测塞规中径测量值,这种测量方法测出的中径值符合牙型的定义,同时能够满足设计要求,测量方法准确、方便、易操作。
(2) 楔形塞规斜面小径的检测
测量斜面小径时,可以在万能工具显微镜上找出30°楔形斜面与同侧60°螺纹牙型面的交点,以此为测量点,然后按照仪器使用方法读取测量值。这种测量方法存在确定交点时有一定的测量误差,只适合检测6H精度,规格、螺距较大时的楔形塞规。
对精度高的楔形塞规,在现有检测状态下,为了准确测量,可以采用如下测量方法:首先采用扫描法对被检测螺纹塞规进行轮廓扫描,如图4所示,采集扫描结果,再对扫描得到的牙型进行数据处理,将30°楔形斜面与同侧60°螺纹牙型面的交点进行理论点的建立,通过对这些新建立点形成的圆柱直径进行拟合,得出斜面小径圆柱直径的测量值,即楔形斜面小径值。楔形塞规其他参数与普通螺纹塞规的测量方法相同,可参考相应的检测标准。
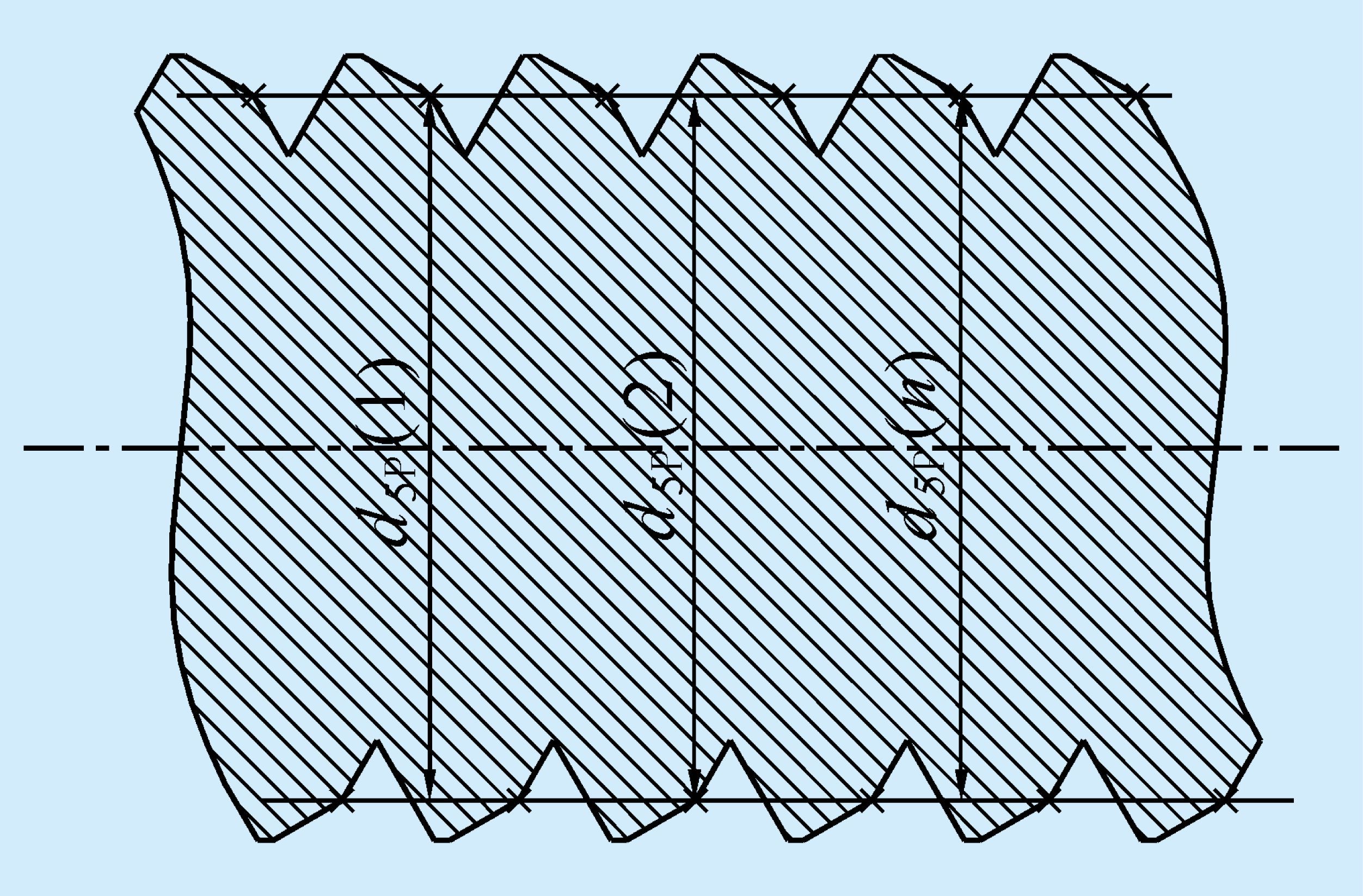
图4
通过试验分析,采用上述测量方法进行多次论证,加工完成的楔形塞规得到用户肯定,推荐作为楔形塞规的检测方法。
原载《工具技术》 作者:许丽华

 普通螺纹塞规简明手册
普通螺纹塞规简明手册
 锻造螺纹塞规改为摩擦焊接螺纹塞规
锻造螺纹塞规改为摩擦焊接螺纹塞规