铝热焊剂
- 铝热焊剂(也称放热焊接)就是利用金属氧化物和金属铝之间的放热反应所产生的过热熔融金属来加热金属而实现结合的方法。
-

选择特殊符号
选择搜索类型
请输入搜索
(1)焊接点的电流截流量和导线相等;
(2)焊接点是永久性的,不会因松动或腐蚀造成高电阻;
(3)焊接点像铜一样,而比铜本身更加坚韧,且不受腐蚀性产物的影响;
(4)焊接点能经受反复多次的大浪涌(故障)电流而不退化;
(5)焊接操作方法简单,容易上手;
(6)设备轻便,携带方便;
(7)焊接时,不需要外接电源或热源;
(8)从外观便能核查焊接的质量;
可用于焊接铜、铜合金、镀铜钢、各种合金钢包括不锈钢及高阻加热热源材料。

放热焊接创始于19世纪末,当时H.戈德施密特发现铝粉与金属氧化物可由外部热源使之开始放热反应,且一旦反应便可自行持续,这一反应的通式为:
金属氧化物 铝(粉)→ 氧化铝 金属 热能
放热熔焊主要可焊接纯铜、黄铜、青铜、紫铜、铜包钢、纯铁、不锈钢、锻铁、镀锌钢铁、铸铁等。
烧结焊剂与熔炼焊剂即使用同一焊丝,焊缝金属化学成分有很大的差异,因为它们的合金过渡系数不同,烧结焊剂碱度较高,过渡系数大,加之本身能加入合金成分,所以烧结焊剂过渡系数大于熔炼焊剂。 烧结焊剂施焊时无烟...
免清洗型助焊剂是一种不含卤化物活性剂,焊接后不需要清洗的新型助焊剂。使用这类助焊剂不但能节约对清洗设备和清洗溶剂的投入,而且还可减少废气和废水的排放对环境带来的污染,所以用免清洗型助焊剂替代传统助焊剂...
助焊剂的种类繁多,一般可分为无机系列、有机系列和树脂系列。大概成分如下助焊剂的成分大概由保护剂 – 松香,改性树脂活化剂 – 有机酸,有机盐扩散剂 – 表面活化剂溶剂 – 高沸点溶剂添加剂- 消光剂,...

 阴极保护专用铝热焊接焊剂
阴极保护专用铝热焊接焊剂
阴极保护专用铝热焊接焊剂
防雷避雷爱好者 阴极保护专用铝热焊接焊剂 铝热焊剂用途: 主要用于煤气、石油、天然气化工钢管的阴极保护及电力电缆的焊接。 规格: 10g/ 套; 15g/ 套; 20g/ 套; 30g/ 套,可根据客户要求生产其它规格。 1. 焊接点的载流能力与导线的载流能力相等,不会增加电阻率; 2. 连接点是永久性的。因为是分子结合,没有机械性压力,不会松驰或腐蚀、不会 老化。 3. 焊接点像铜一样,而比铜本身更加坚韧,抗张力强于导线,且不受腐蚀性产物的 影响; 4. 焊接点能经受反复多次的大浪涌(故障)电流而不退化; 5. 焊接方法简单,培训容易,无需特定焊接工人,节省成本; 6. 供焊接用的材料很轻,易于学习掌握,携带方便; 防雷避雷爱好者 7. 进行焊接时,无需依靠外接电源或热源,只需配合模具便可,室内野外均可独立 焊接作业; 8. 从外观便能核查焊接的质量; 9. 模具轻便,易于携带,适合于任
 施密特铝热焊焊剂选用原则
施密特铝热焊焊剂选用原则
施密特铝热焊焊剂选用原则
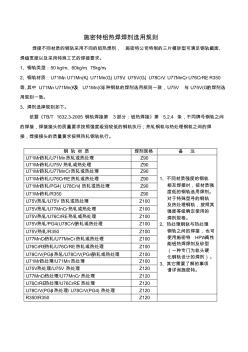
施密特铝热焊焊剂选用规则 焊接不同材质的钢轨采用不同的铝热焊剂, 施密特公司特制的三片模砂型可满足钢轨截面、 焊缝宽度以及采用特殊工艺的焊接要求。 1、钢轨类型:50 kg/m、60kg/m、75kg/m。 2、钢轨材质:U71Mn、U71Mn(K)、U71Mn(G)、U75V、U75V(G)、U78CrV、U77MnCr、U76CrRE、R350 等,其中 U71Mn、U71Mn(K)及 U71Mn(G)三种钢轨的焊剂选用规则一致,U75V 与 U75V(G)的焊剂选 用规则一致。 3、焊剂选择规则如下。 依据《TB/T 1632.3-2005 钢轨焊接第 3部分:铝热焊接》第 5.2.4 条,不同牌号钢轨之间 的焊接,焊接接头的质量要求按照强度级别较低的钢轨执行;热轧钢轨与热处理钢轨之间的焊 接,焊接接头的质量要求按照热轧钢轨执行。 钢 轨 材 质 焊剂规格 备
放热焊接又叫火泥焊接、火泥熔接、火泥熔焊、热熔焊接、铝热焊接、铝热焊剂、放射焊、放热焊、火泥焊。
铝热焊接是一个焊接工艺所以必定有它的操作方法;焊接工艺不通于电焊接来的繁琐、麻烦和牢固性;此焊接工艺需要一个铝热焊模具和一包铝热焊剂,铝热焊模具可以用到100次以上,而铝热焊剂是一个焊接点对应一包铝热焊剂;用铝热焊接工艺的焊接点来的牢固、耐腐蚀、导电率好等优点。
铝热焊接是一个焊接工艺所以必定有它的操作方法;焊接工艺不通于电焊接来的繁琐、麻烦和牢固性;此焊接工艺需要一个铝热焊模具和一包铝热焊剂,铝热焊模具可以用到100次以上,而铝热焊剂是一个焊接点对应一包铝热焊剂;用铝热焊接工艺的焊接点来的牢固、耐腐蚀、导电率好等优点。