螺纹铣床精度文献

 螺纹钢轧辊月牙槽专用数控铣床设计
螺纹钢轧辊月牙槽专用数控铣床设计
螺纹钢轧辊月牙槽专用数控铣床设计
通过对已有的螺纹钢轧辊月牙槽加工工艺方法进行分析比较,确定了月牙槽加工方案并考虑工序集中原则进而提出月牙槽加工与信息加工一体化部件,由此确定了数控铣床总体设计方案与相关技术参数,并对一体化结构的工作原理加以阐述。
 车床上车削螺纹和铣床上铣削螺纹尽管走刀的方式和机床的运动都不同
车床上车削螺纹和铣床上铣削螺纹尽管走刀的方式和机床的运动都不同
车床上车削螺纹和铣床上铣削螺纹尽管走刀的方式和机床的运动都不同
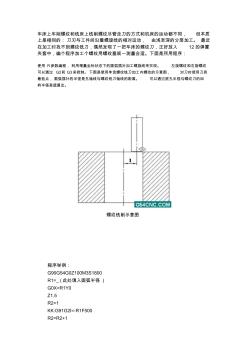
车床上车削螺纹和铣床上铣削螺纹尽管走刀的方式和机床的运动都不同, 但本质 上是相同的:刀刃与工件间沿着螺旋线的相对运动, 由浅至深的分层加工。 最近 在加工时找不到螺纹铣刀,偶然发现了一把车床的螺纹刀,正好放入 12的弹簧 夹套中,编个程序加工个螺纹用螺纹塞规一测量合适。下面是所用程序: 使用 R参数编程, 利用增量坐标状态下的圆弧插补加工螺旋线来实现。 左旋螺纹和右旋螺纹 可以通过 G2和 G3来控制。下图是使用单齿螺纹铣刀加工内螺纹的示意图, 对刀时使用刀具 最低点,圆弧插补的半径是孔轴线与螺纹铣刀轴线的距离。 可以通过底孔半径与螺纹刀的回 转半径差值算出。 螺纹铣削示意图 程序举例: G90G54G0Z100M3S1800 R1=_ (此处填入圆弧半径 ) G0X=R1Y0 Z1.5 R2=1 KK:G91G2I=-R1F500 R2=R2+1 IF R2<=11 GOTOB KK

