铝型材锯片常用规格表文献

 工业铝型材常用规格
工业铝型材常用规格
工业铝型材常用规格
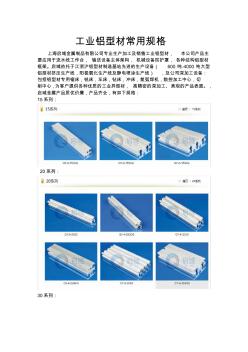
工业铝型材常用规格 上海启域金属制品有限公司专业生产加工及销售工业铝型材, 本公司产品主 要应用于流水线工作台, 输送设备主体架构, 机械设备防护罩, 各种结构铝型材 框架。启域依托于江浙沪铝型材制造基地先进的生产设备( 600 吨-4000 吨大型 铝型材挤压生产线,阳极氧化生产线及静电喷涂生产线) ,及公司深加工设备: 包括铝型材专用锯床,铣床,车床,钻床,冲床,氩弧焊机,数控加工中心,切 削中心,为客户提供各种优质的工业异型材, 高精密的深加工、美观的产品表面。, 启域金属产品质优价廉,产品齐全,有如下规格: 15系列: 20系列: 30系列: 35系列: 40系列:
 铝型材规格表
铝型材规格表
铝型材规格表
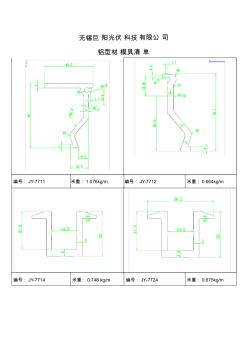
无锡巨 阳光伏 科技有限公 司 铝型材 模具清 单 编号: JY-7711 米重: 1.076kg/m 编号: JY-7712 米重: 0.664kg/m 编号: JY-7714 米重: 0.748 kg/m 编号: JY-7724 米重: 0.675kg/m 编号: JY-7726 米重: 0.737kg/m 编号: JY-7725 米重: 0.739kg/m 编号: JY-7727 米重: 0.793kg/m 编号: JY-892 米重: 0.694 kg/m 编号: JY-891 米重: 0.27kg/m 编号: JY-7734 米重: 0.804 kg/m 编号: JY-7740 米重: 0.694kg/m `编号: JY-7741 米重: 0.263kg/m 编号: JY-7737 米重: 0.694kg/m 编号: JY-7775 米重: 0.772