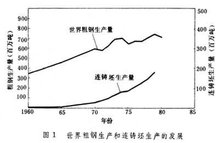
有色金属(铜、铝等)的连铸在20世纪30年代已成功,至40年代,德国永汉斯(S.Junghans)、美国罗西 (I.Rossi)在连续铸钢方面取得工业规模的成功。到50年代,钢水连铸工艺比较成熟。由于对连铸工艺的冶金理论认识加深、连铸机设备结构和生产工艺不断有所改进,使操作安全和铸坯质量得到基本保证。连铸机设备型式从半连续垂直式开始,经立弯连续式逐步降低了设备高度,到60年代成为现在通用的弧型连铸机。1981年世界上51个国家装有415台连铸机,年产钢13500万吨,为当年钢产量的20%;其中板坯机台数约为1/4,占连铸坯产量的50%;主要 产钢国家连铸坯产量占钢产量约为38%。世界钢产量和连铸坯产量发展的趋势。
80年代在工业发达国家已有不少电炉车间实现了全连铸化,新建大型转炉车间也有全连铸的。浇铸的钢种在1970年以前大多是普通碳素钢。目前除极少数高碳、高合金钢和易产生裂纹的钢种,如含铅易切削钢、高速工具钢和某些轴承钢及阀门钢,连铸尚有困难外,约有85%钢种都能连续浇铸。70年代采用了电磁搅拌,可提高连铸坯质量。连铸生产的钢种包括有深冲的薄板钢,高强度的中厚板钢、钢轨钢、弹簧钢、线材钢、不锈耐酸钢等。特别是不锈耐酸钢,目前全世界约有50%以上是用连铸法生产的。生产的板坯最大尺寸为宽2640毫米,厚350毫米;方坯最大为560×400毫米,最小为50×50毫米,实际生产中常控制在100×100毫米以上;圆坯最大为φ1000毫米,最小为φ40毫米。
在大型连铸机组上为快速调整铸坯断面的生产要求,通常将机组部件整体更换;从结晶器上口送入引锭杆,可减少通常从下口送进引锭杆的辅助作业时间;有的板坯铸机将结晶器制成六段,可分别独立交换改变断面;在改变断面时,只须停浇钢水20秒钟,便能继续生产其他新断面的产品。有些板坯机生产单一尺寸的宽板坯,然后纵切成所需宽度尺寸的窄坯。为了在一台连铸机上增加品种和提高产量,发展出多流连铸机。板坯机有的采用2~3流机组,方坯机可多至8~10流。
近年连铸生产自动化技术迅速发展。在技术先进的钢厂已经开始实现对钢水成分、温度、结晶器钢液面、铸速、二次水冷却、铸坯质量热检查、定尺切割等用计算机进行全面自动控制;生产过程中有质量不合格铸坯时,实行自动切除;然后热送连轧生产。中国于50年代开始进行半连铸的工业试验。1959和1960年间建成直立式方扁坯连铸机。60年代中期建成弧形板坯连铸机。同时还建有立弯式小方坯连铸机。截至1981年,中国投产的连铸机有26台,1981年生产连铸坯254万吨,占全国钢产量的7.65%。浇铸的钢种有普通碳钢、低合金结构钢、弹簧钢、电工钢等。连铸坯的品种有120~200毫米方坯,700~2300毫米宽板坯。

 铸钢常识 (2)
铸钢常识 (2)