冷轧金属薄板(带)表面粗糙度和峰值数的测量方法
《冷轧金属薄板(带)表面粗糙度和峰值数的测量方法》是测量方法,发布施行是 1981-3-25。
-

选择特殊符号
选择搜索类型
请输入搜索
《冷轧金属薄板(带)表面粗糙度和峰值数的测量方法》是测量方法,发布施行是 1981-3-25。
基本信息
标准号 StandardNo: GB/T 2523-2008
中文标准名称 StandardTitle in Chinese: 冷轧金属薄板(带)表面粗糙度和峰值数的测量方法
英文标准名称: Measuring method of surface roughness and peak count for cold-rolled metal sheet (strip)
发布日期 IssuanceDate: 2008-10-10
实施日期 ExecuteDate: 2009-5-1
首次发布日期 FirstIssuance Date: 1981-3-25
标准状态 StandardState: 现行
复审确认日期 ReviewAffirmance Date:
计划编号 Plan No: 20061728-T-605
代替国标号 ReplacedStandard: GB/T 2523-1990
被代替国标号 ReplacedStandard:
废止时间 RevocatoryDate:
采用国际标准号 AdoptedInternational Standard No: SAE J911-1998
采标名称 AdoptedInternational Standard Name: 《冷轧薄钢板表面粗糙度和波峰数测量》
采用程度 ApplicationDegree: NEQ
采用国际标准 AdoptedInternational Standard: 国外先进标准
国际标准分类号(ICS): 77.040.99
中国标准分类号(CCS): H21
标准类别 StandardSort: 方法
标准页码 Number ofPages:
标准价格(元) Price(¥):
主管部门 Governor: 中国钢铁工业协会
归口单位 TechnicalCommittees: 全国钢标准化技术委员会
起草单位 DraftingCommittee: 宝山钢铁股份有限公司、武汉钢铁(集团)公司、冶金工业信息标准研究院
利用针尖曲率半径为 2微米左右的金刚石触针沿被测表面缓慢滑行,金刚石触针的上下位移量由电学式长度传感器转换为电信号,经放大、滤波、计算后由显示仪表指示出表面粗糙度数值,也可用记录器记录被测截面轮廓曲线...
请根据光洁度和粗糙度对照表,给出处理表面沙子的目数与表面粗糙度的对应关系。
目数指每英寸(25.4mm)长度上所具有的网眼数(孔数)。目数越大,说明物料粒度越细;目数越小,说明物料粒度越大。例:一张20目的筛网上你截取任意一英寸(25.4mm),在这一英寸里有20个网眼。
轴承表面粗糙度一般0.8um,1.6um,对应的安装孔也是这个值就可以安装了

 热轧薄板钢轧制周期内表面粗糙度变化规律的研究
热轧薄板钢轧制周期内表面粗糙度变化规律的研究
热轧薄板钢轧制周期内表面粗糙度变化规律的研究
带钢表面粗糙度是由轧机成品道次工作辊表面显微几何结构的压印形成的,为了解在一个轧制周期内钢板表面随轧制长度的变化规律以及轧辊辊面、不同厚度、钢种等对粗糙度的影响,选用HOMMELTESTERT1000粗糙度仪,对SPHC、SDC01和SDC05钢种现场测量了带钢表面粗糙度的变化。结果表明,粗糙度随轧制长度的增加,中间有两个低谷;初始辊面的粗糙度中心部分较好,遗传到带钢的宽度方向上;粗糙度随带钢厚度的增加而增加;硬度越高的钢种粗糙度越好。根据试验结果,把一个轧制周期内的粗糙度分成不同等级,制定了轧制计划,应用表明,带钢的粗糙度在0.6~1.4μm,比原来降低了0.1~0.6μm。
 金属表面粗糙度参数一览表
金属表面粗糙度参数一览表
金属表面粗糙度参数一览表
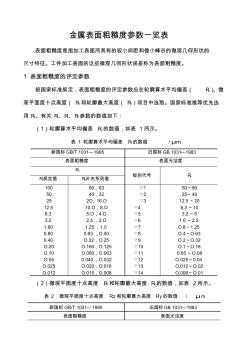
金属表面粗糙度参数一览表 表面粗糙度是指加工表面所具有的较小间距和微小峰谷的微观几何形状的 尺寸特征。工件加工表面的这些微观几何形状误差称为表面粗糙度。 1 表面粗糙度的评定参数 按国家标准规定,表面粗糙度的评定参数应在轮廓算术平均偏差( Ra)、微 观平面度十点高度( Rz和轮廓最大高度( Ry)项目中选取。国家标准推荐优先选 用 Ra。有关 Ra、Rz、Ry参数的数值如下: (1)轮廓算术平均偏差 Ra的数值,如表 1所示。 表 1 轮廓算术平均偏差 Ra的数值 /μm 新国标GB/T 1031—1995 旧国标GB 1031—1983 表面粗糙度 表面光洁度 Ra 级别代号 Ra Ra规定值 Ra补充系列值 100 50 25 12.5 6.3 3.2 1.60 0.80 0.40 O.20 O.10 O.05 O.025 O.012 80,63 40
基本信息
标准号 StandardNo: GB/T 2523-2008
中文标准名称 StandardTitle in Chinese: 冷轧金属薄板(带)表面粗糙度和峰值数的测量方法
英文标准名称: Measuring method of surface roughness and peak count for cold-rolled metal sheet (strip)
发布日期 IssuanceDate: 2008-10-10
实施日期 ExecuteDate: 2009-5-1
首次发布日期 FirstIssuance Date: 1981-3-25
标准状态 StandardState: 现行
复审确认日期 ReviewAffirmance Date:
计划编号 Plan No: 20061728-T-605
代替国标号 ReplacedStandard: GB/T 2523-1990
被代替国标号 ReplacedStandard:
废止时间 RevocatoryDate:
采用国际标准号 AdoptedInternational Standard No: SAE J911-1998
采标名称 AdoptedInternational Standard Name: 《冷轧薄钢板表面粗糙度和波峰数测量》
采用程度 ApplicationDegree: NEQ
采用国际标准 AdoptedInternational Standard: 国外先进标准
国际标准分类号(ICS): 77.040.99
中国标准分类号(CCS): H21
标准类别 StandardSort: 方法
标准页码 Number ofPages:
标准价格(元) Price(¥):
主管部门 Governor: 中国钢铁工业协会
归口单位 TechnicalCommittees: 全国钢标准化技术委员会
起草单位 DraftingCommittee: 宝山钢铁股份有限公司、武汉钢铁(集团)公司、冶金工业信息标准研究院
《金属薄板和薄带塑性应变比(r值)测量结果不确定度评定(CSM 01010204-2006)》所述实例可为实验室中从事力学试验测量结果不确定度评定研究和具体实践工作的专业人员提供参考。2100433B
将表面粗糙度比较样块(简称样块,图1)根据视觉和触觉与被测表面比较,判断被测表面粗糙度相当于那一数值,或测量其反射光强变化来评定表面粗糙度(见激光测长技术)。样块是一套具有平面或圆柱表面的金属块,表面经磨、车、镗、铣、刨等切削加工,电铸或其他铸造工艺等加工而具有不同的表面粗糙度。有时可直接从工件中选出样品经过测量并评定合格后作为样块。利用样块根据视觉和触觉评定表面粗糙度的方法虽然简便,但会受到主观因素影响,常不能得出正确的表面粗糙度数值。
利用针尖曲率半径为 2微米左右的金刚石触针沿被测表面缓慢滑行,金刚石触针的上下位移量由电学式长度传感器转换为电信号,经放大、滤波、计算后由显示仪表指示出表面粗糙度数值,也可用记录器记录被测截面轮廓曲线。一般将仅能显示表面粗糙度数值的测量工具称为表面粗糙度测量仪(见彩图),同时能记录表面轮廓曲线的称为表面粗糙度轮廓仪(简称轮廓仪,图2。这两种测量工具都有电子计算电路或电子计算机,它能自动计算出轮廓算术平均偏差Rα,微观不平度十点高度RZ,轮廓最大高度Ry和其他多种评定参数,测量效率高,适用于测量Rα为0.025~6.3微米的表面粗糙度。
光线通过狭缝后形成的光带投射到被测表面上,以它与被测表面的交线所形成的轮廓曲线来测量表面粗糙度(图3)。由光源射出的光经聚光镜、狭缝、物镜1后,以45°的倾斜角将狭缝投影到被测表面,形成被测表面的截面轮廓图形,然后通过物镜 2将此图形放大后投射到分划板上。利用测微目镜和读数鼓轮(图中未示)先读出h值,计算后得到H 值。应用此法的表面粗糙度测量工具称为光切显微镜。它适用于测量RZ和Ry为0.8~100微米的表面粗糙度,需要人工取点,测量效率低。
利用光波干涉原理 (见平晶、激光测长技术)将被测表面的形状误差以干涉条纹图形显示出来,并利用放大倍数高 (可达500倍)的显微镜将这些干涉条纹的微观部分放大后进行测量,以得出被测表面粗糙度。应用此法的表面粗糙度测量工具称为干涉显微镜。这种方法适用于测量Rz和Ry为 0.025~0.8微米的表面粗糙度。
