冷作钣金工技术手册序言文献

 钣金工程师手册0
钣金工程师手册0
钣金工程师手册0
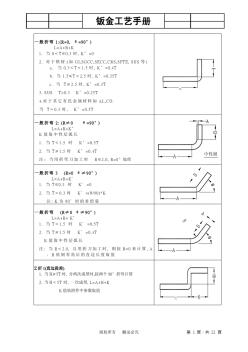
钣金工艺手册 版权所有翻录必究 第 1頁,共 23 頁 一 般 折 弯 1:(R=0, θ =90 ° ) L=A+B+K 1. 当 0 T 0.3 时 , K ’ =0 2. 对 于 铁 材 :( 如 GI,SGCC,SECC,CRS,SPTE, SUS 等 ) a. 当 0.3 T 1.5 时 , K ’ =0.4T b. 当 1.5 T 2.5 时 , K ’ =0.35T c. 当 T 2.5 时 , K ’ =0.3T 3. SUS T>0.3 K’ =0.25T 4.对 于 其 它 有 色 金 属 材 料 如 AL,CU: 当 T 0.3 时 , K’ =0.5T 一 般 折 弯 2: (R ≠ 0 θ =90 ° ) L=A+B+K ’ K 值 取 中 性 层 弧 长 1. 当 T 1.5 时 K’ =0.5T 2. 当 T 1.5 时 K’ =0.4T