M238钢材尺寸规格文献

 钢筋尺寸规格
钢筋尺寸规格
钢筋尺寸规格
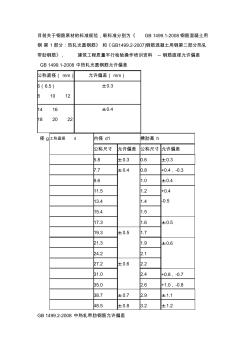
目前关于钢筋原材的标准规范,新标准分别为《 GB 1499.1-2008 钢筋混凝土用 钢 第 1部分:热轧光圆钢筋》 和《GB1499.2-2007)钢筋混凝土用钢第二部分热轧 带肋钢筋》, 建筑工程质量平行检验操作培训资料 -- 钢筋直径允许偏差 GB 1499.1-2008 中热轧光圆钢筋允许偏差 公称直径( mm) 允许偏差( mm) 6(6.5) 8 10 12 ±0.3 14 16 18 20 22 ±0.4 径 g工称直径 d 内径 d1 横肋高 h 公称尺寸 允许偏差 公称尺寸 允许偏差 5.8 ±0.3 0.6 ±0.3 7.7 ±0.4 0.8 +0.4,-0.3 9.6 1.0 ±0.4 11.5 1.2 +0.4 -0.513.4 1.4 15.4 1.5 17.3 1.6 ±0.5 19.3 ±0.5 1.7 21.3 1.9 ±0.6 24.2 2.1 27.2
 钢筋尺寸规格
钢筋尺寸规格
钢筋尺寸规格
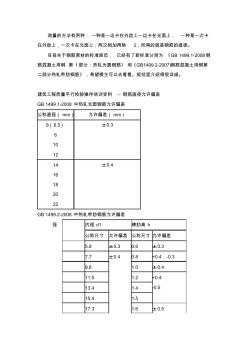
测量的方法有两种: 一种是一边卡在外肋上一边卡在光面上, 一种是一次卡 在外肋上,一次卡在光面上,两次相加再除 2,所得的就是钢筋的直径。 目前关于钢筋原材的标准规范, 已经有了新标准分别为 《GB 1499.1-2008 钢 筋混凝土用钢 第 1部分:热轧光圆钢筋》 和《GB1499.2-2007)钢筋混凝土用钢第 二部分热轧带肋钢筋》,希望楼主可以去看看。规范里介绍得很详细。 建筑工程质量平行检验操作培训资料 -- 钢筋直径允许偏差 GB 1499.1-2008 中热轧光圆钢筋允许偏差 公称直径( mm) 允许偏差( mm) 6(6.5) 8 10 12 ±0.3 14 16 18 20 22 ±0.4 GB 1499.2-2008 中热轧带肋钢筋允许偏差 径 内径 d1 横肋高 h 公称尺寸 允许偏差 公称尺寸 允许偏差 5.8 ±0.3 0.6 ±0.3 7.7 ±0.4 0.8