M33高速工具钢热加工规范文献

 高速工具钢热处理工艺
高速工具钢热处理工艺
高速工具钢热处理工艺
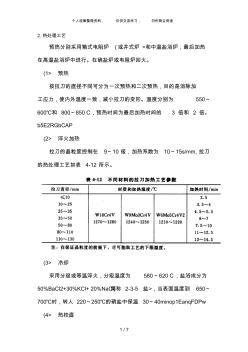
个人收集整理资料, 仅供交流学习, 勿作商业用途 1 / 7 2.热处理工艺 预热分别采用箱式电阻炉 (或井式炉 >和中温盐浴炉,最后加热 在高温盐浴炉中进行。在硝盐炉或电阻炉回火。 (1> 预热 按拉刀的直径不同可分为一次预热和二次预热,目的是消除加 工应力,使内外温度一致,减小拉刀的变形。温度分别为 550~ 600℃和 800~850 C,预热时间为最后加热时间的 3 倍和 2 倍。 b5E2RGbCAP (2> 淬火加热 拉刀的晶粒度控制在 9~10 级,加热系数为 10~15s/mm,拉刀 的热处理工艺如表 4-12 所示。 (3> 冷却 采用分级或等温淬火,分级温度为 580~620 C,盐浴成分为 50%BaCl2+30%KCl+ 20%NaCl(简称 2-3-5 盐>,当表面温度到 650~ 700℃时,转人 220~250℃的硝盐中保温 30~4
 高速工具钢钢号中外对照表
高速工具钢钢号中外对照表
高速工具钢钢号中外对照表
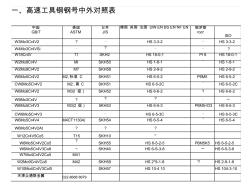
一、高速工具钢钢号中外对照表 中国 GB/T 美国 ASTM 日本 JIS 德国 英国 法国 DIN EN BS EN NF EN 俄罗斯 rocr ISO W3Mo3Cr4V2 ? — HS 3-3-2 ? HS 3-3-2 W4Mo3Cr4VSi — ? — — ? W18Cr4V T1 SKH2 HS 18-0-1 PI 8 HS 18-0-1 W2Mo8Cr4V Ml SKH50 HS 1-8-1 — HS 1-8-1 W2Mo9Cr4V2 M7 SKH58 HS 2-9-2 HS 2-9-2 W6Mo5Cr4V2 M2,标准 C SKH51 HS 6-5-2 P6M5 HS 6-5-2 CW6Mo5Cr4V2 M2 ,髙 C SKH51 HS 6-5-2C — HS 6-5-2C W6Mo6Cr4V2 M3(l 级) SKH52 HS 6-6-2 ? HS 6-6-2 W9Mo