铆钉孔评价标准——表面粗糙度文献

 涂装表面粗糙度检验
涂装表面粗糙度检验
涂装表面粗糙度检验
Q/YCRO 烟台中集来福士海洋工程有限公司 企业标准 Q/YCRO027-2011 表 面 粗 糙 度 检 验 2011-08-31发布 2011 -08-31实施 烟 台 中 集 来 福 士 海 洋 工 程 有 限 公 司 发 布 Q/YCRO027-2011 2 页 共 25 页 目 次 前言 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, VII 引言 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, IX 1 范围 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 4 2 规范性引用文件 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 4 3 术语和定义 ,,,
 01_表面粗糙度的标注方法
01_表面粗糙度的标注方法
01_表面粗糙度的标注方法
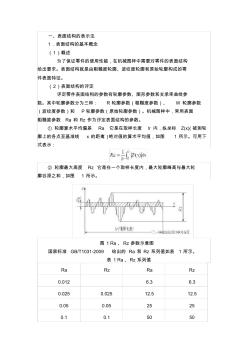
一、表面结构的表示法 1.表面结构的基本概念 (1)概述 为了保证零件的使用性能,在机械图样中需要对零件的表面结构 给出要求。表面结构就是由粗糙度轮廓、波纹度轮廓和原始轮廓构成的零 件表面特征。 (2)表面结构的评定 评定零件表面结构的参数有轮廓参数、图形参数和支承率曲线参 数。其中轮廓参数分为三种: R 轮廓参数(粗糙度参数)、 W 轮廓参数 (波纹度参数)和 P轮廓参数(原始轮廓参数)。机械图样中,常用表面 粗糙度参数 Ra 和 Rz 作为评定表面结构的参数。 ① 轮廓算术平均偏差 Ra 它是在取样长度 lr 内,纵坐标 Z(x)( 被测轮 廓上的各点至基准线 x 的距离 )绝对值的算术平均值,如图 1 所示。可用下 式表示: ② 轮廓最大高度 Rz 它是在一个取样长度内,最大轮廓峰高与最大轮 廓谷深之和,如图 1 所示。 图 1 Ra、 Rz 参数示意图 国家标准 GB/T1031
