镁合金压铸实用技术手册内容简介文献

 镁合金压铸缺陷
镁合金压铸缺陷
镁合金压铸缺陷
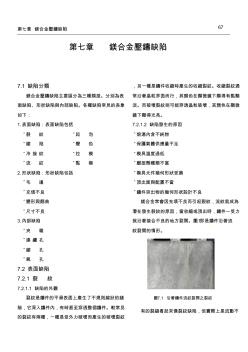
第七章 鎂合金壓鑄缺陷 67 第七章 鎂合金壓鑄缺陷 7.1 缺陷分類 鎂合金壓鑄缺陷主要區分為三種類型。分別為表 面缺陷、形狀缺陷與內部缺陷。各種缺陷常見的表象 如下: 1. 表面缺陷:表面缺陷包括 ˙裂 紋 ˙起 泡 ˙縮 陷 ˙變 色 ˙冷 接 紋 ˙拉 模 ˙流 紋 ˙黏 模 2. 形狀缺陷:形狀缺陷包括 ˙毛 邊 ˙充填不良 ˙變形與翹曲 ˙尺寸不良 3. 內部缺陷 ˙夾 雜 ˙連 續 孔 ˙縮 孔 ˙氣 孔 7.2 表面缺陷 7.2.1 裂 紋 7.2.1.1 缺陷的外觀 裂紋是鑄件的平滑表面上產生了不規則線狀的縫 隙,它深入鑄件內,有時甚至穿透整個鑄件。較常見 的裂紋有兩種,一種是受外力破壞而產生的破壞裂紋 ,另一種是鑄件收縮時產生的收縮裂紋。收縮裂紋通 常沿著晶粒界面而行,其顏色在顯微鏡下顯得有點黯 淡。而破壞裂紋則可能穿透晶粒破壞,其顏色在顯微 鏡下顯得光亮。 7.2.
 镁合金压铸件成品设计
镁合金压铸件成品设计
镁合金压铸件成品设计
镁合金压铸件成品设计