埋弧自动焊技术入门与提高
《埋弧自动焊技术入门与提高》内容简介:随着科学技术的进步,工业生产迅速发展,焊接技术向自动化、机械化方向发展。
-
选择特殊符号
选择搜索类型
请输入搜索
《埋弧自动焊技术入门与提高》内容简介:随着科学技术的进步,工业生产迅速发展,焊接技术向自动化、机械化方向发展。
第1章 埋弧自动焊概述
1.1 埋弧自动焊的特点
1.2 埋弧自动焊的物理现象
1.3 埋弧自动焊工艺参数对焊缝的影响
1.3.1 焊接参数
1.3.2 焊接电源的选用
1.3.3 接头形式
1.4 埋弧自动焊接头的力学性能
1.4.1 埋弧自动焊接头的硬度分布
1.4.2 埋弧自动焊热影响区脆化
1.5 适合埋弧自动焊接的金属材料
1.6 适合埋弧自动焊接的金属结构
1.7 埋弧自动焊生产操作安全技术要点
1.7.1 埋弧自动焊焊工一般安全技术要求
1.7.2 埋弧自动焊焊工操作安全技术要点
第2章 埋弧自动焊用焊接材料
2.1 埋弧自动焊用焊接材料简介
2.1.1 埋弧自动焊焊丝
2.1.2 埋弧自动焊焊剂
2.2 国产焊丝、焊剂牌号的编制方法
2.2.1 焊丝牌号的编制
2.2.2 焊剂牌号的编制
2.3 埋弧自动焊用碳钢、低合金钢焊丝和焊剂的国家标准
2.3.1 碳钢焊丝和焊剂标准
2.3.2 低合金钢焊丝和焊剂标准
2.3.3 不锈钢焊丝和焊剂标准
2.4 国产埋弧自动焊用焊接材料
2.4.1 熔炼焊剂的牌号与特点
2.4.2 烧结焊剂的牌号与特点
2.5 埋弧自动焊常用焊材的选择与匹配
2.5.1 焊接材料的选用原则
2.5.2 碳素结构钢及热轧状态的低合金结构钢的焊材选择
2.5.3 正火状态供货的低合金钢的焊材选择
2.5.4 低温钢埋弧自动焊的焊材选择
2.5.5 低合金耐热钢埋弧自动焊的焊材选择
2.5.6 低碳调质钢埋弧自动焊的焊材选择
2.5.7 耐热钢、低温钢及耐候钢的焊材选择
2.6 埋弧自动焊药芯焊丝、焊带现状及发展
2.6.1 埋弧自动焊用药芯焊丝
2.6.2 埋弧堆焊用药芯焊带
2.6.3 药芯焊丝、焊带的发展前景
第3章 埋弧自动焊机
3.1 埋弧自动焊机的组成及功能
3.2 埋弧自动焊工艺对焊机的要求
3.3 埋弧自动焊机的分类及主要技术数据
3.3.1 埋弧自动焊机的分类
3.3.2 国产埋弧自动焊机主要技术数据
3.4 MZ-1000型埋弧自动焊机
3.4.1 MZ-1000型埋弧自动焊机的性能
3.4.2 MZ-1000型埋弧自动焊机的机械结构
3.5 特种埋弧自动焊机
3.5.1 多丝埋弧自动焊机
3.5.2 窄间隙埋弧自动焊机
3.5.3 高效埋弧自动焊系统
3.6 埋弧自动焊机的安装与维护
3.6.1 电网容量的校核
3.6.2 焊接电缆的选择
3.6.3 焊机容量的选择
3.6.4 埋弧自动焊机的安装
3.6.5 埋弧自动焊机开机前检验
3.6.6 埋弧自动焊机的日常维护
3.6.7 埋弧自动焊机常见故障及排除方法
第4章 埋弧自动焊辅助设备及工具
4.1 焊接辅助设备
4.1.1 翻转架
4.1.2 焊接滚轮架
4.1.3 焊接操作机
4.2 焊接机械化和自动化
4.3 焊接中心
4.3.1 中直径管节纵缝焊接中心
4.3.2 容器简体外环缝焊接中心
4.3.3 车轮合成内环缝焊接中心
4.3.4 桥式起重机主梁焊接中心
4.4 焊接自动机
4.4.1 梁柱结构的焊接自动机
4.4.2 汽车储气筒外环缝自动焊机
4.4.3 轧辊埋弧自动堆焊机
4.5 埋弧自动焊用工具
4.5.1 碳弧气刨用设备
4.5.2 焊接用电缆
4.5.3 角向磨光机
4.6 焊剂垫
4.6.1 橡胶膜式焊剂垫
4.6.2 软管式焊剂垫
4.6.3 圆盘式焊剂垫
4.6.4 带式焊剂垫
4.6.5 螺旋推进器式焊剂垫
4.7 焊剂输送与回收装置
4.7.1 焊剂循环系统
4.7.2 焊剂输送器
4.7.3 焊剂回收器
第5章 埋弧自动焊工艺及操作要点
5.1 焊接接头及坡口准备
5.1.1 接头形式
5.1.2 坡口形式
5.2 坡口的气割工艺
5.2.1 坡口多割炬一次切割
5.2.2 厚板u形坡口的形状
5.2.3 U形坡口火焰切割方法
5.3 焊接接头区域的清理、点固焊
5.3.1 焊接接头区域的清理
5.3.2 焊接接头的点固焊
5.3.3 引弧板和引出板
……
第6章 常用金属材料的埋弧自动焊
第7章 埋弧堆焊
第8章 埋弧自动焊焊工考核及管理
第9章 焊接工艺评定及焊接工艺规程
第10章 焊接缺陷及质量检验
参考文献
为适应初学者掌握埋弧自动焊接技术的需要,《埋弧自动焊技术入门与提高》编写了埋弧自动焊(基本知识)概述、埋弧焊材料、埋弧自动焊机、配套设备及工装卡具、埋弧焊工艺及操作要点、常用材料埋弧自动焊接、埋弧自动堆焊、埋弧焊工考试、焊接工艺评定、焊接缺陷及质量检验等章节,并在章节中穿插有典型焊接实例,以供读者在生产中阅读、参考和应用。
焊丝与焊件之间燃烧的电弧使埋在颗粒状焊剂下面的电弧热将焊丝端部及电弧直接作用的母材和焊剂熔化并使部分蒸发,金属和焊剂所蒸发的气体在电弧周围形成一个封闭空腔,电弧在这个空腔中燃烧。空腔被一层由熔渣所构成...
手工电弧焊是靠人手去操作的,如果你有时候看见修机的一手拿一个面罩一个手拿一把焊枪在焊接,产生刺眼的白光一般就是手工电弧焊,这种加工在焊接时产生飞溅弧光,不注意会烧到易燃物品。手工电弧焊主要靠工人的技术...

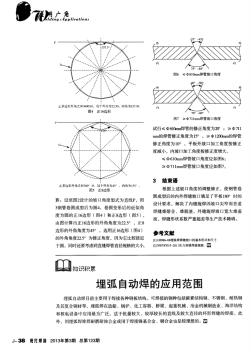 埋弧自动焊的应用范围
埋弧自动焊的应用范围
埋弧自动焊的应用范围
埋弧自动焊的应用范围
 埋弧自动焊接规范
埋弧自动焊接规范
埋弧自动焊接规范
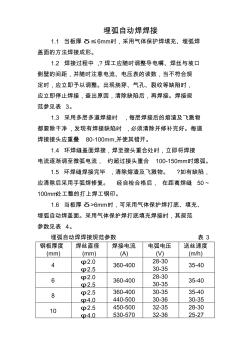
埋弧自动焊焊接 1.1 当板厚 δ≤6mm时,采用气体保护焊填充、埋弧焊 盖面的方法焊接成形。 1.2 焊接过程中 ,?焊工应随时调整导电嘴、焊丝与坡口 侧壁的间距,并随时注意电流、电压表的读数,当不符合规 定时,应立即予以调整。出现烧穿、气孔、裂纹等缺陷时, 应立即停止焊接,查出原因,清除缺陷后,再焊接。焊接规 范参见表 3。 1.3 采用多层多道焊接时 ,每层焊接后的熔渣及飞溅物 都要除干净 , 发现有焊接缺陷时 ,必须清除并修补完好。每道 焊接接头应重叠 80-100mm,并使其错开。 1.4 环焊缝盖面焊接,焊至接头重合处时,立即将焊接 电流逐渐调至微弧电流, 约超过接头重合 100-150mm时熄弧。 1.5 环焊缝焊接完毕 ,清除熔渣及飞溅物。 ?如有缺陷, 应清除后采用手弧焊修复。 经自检合格后, 在距离焊缝 50~ 100mm处工整的打上焊工钢印。 1.6 当板厚 δ>6m
《焊工操作入门与提高》集各种焊接方法的基本操作手法和工程施焊技术于一体。详细说明了手工焊条电弧焊、手工钨极氩弧焊、CO2气体保护焊、埋弧自动焊和电渣焊等焊接方法的操作手法和程序。全面介绍了近年来发展的先进焊接操作技术。
《焊工操作入门与提高》适合于各行业广大焊接工人和现场施工的技术人员阅读。
《Project 2010中文版入门与提高》是清华大学出版社出版的图书,作者是相世强 。
Project 2010中文版入门与提高
作者:相世强、李绍勇
定价:58元 2100433B
内容简介
《建筑工程质检员入门与提高》从建筑工程质检员的入门初级知识开始,详细阐述了建筑工程质检员应知应会的基础理论和专业技术知识,还知时地以“拓展与提高”的形式穿插介绍建筑工程质量检测的方法及各种新材料、新技术、新设备、新工艺在建筑工程中的应用。《建筑工程质检员入门与提高》主要内容包括基本知识、建筑地基基础工程质量检测、砌体与木结构工程质量检测、混凝土结构工程质量检测、钢结构工程质量检测、防水工程质量检测、建筑装饰装修工程质量检测、建筑地面工程质量检测等。
2100433B